Welding of thin metal is a question that today often worries both novice welders and those who have been working with welding for a long time, but for the first time faced the problems that arise when welding products made of thin metal. And the products can be very different. Today, sheet metal is used both in the manufacture of automobiles and in the manufacture of boats or motor boats. And other modern goods are often made of just such a metal, and this is due, first of all, to the issues of production profitability.
Thus, welding of thin metal with an electrode is a rather popular process, but at the same time it has its own subtleties, which must be taken into account for high-quality work.
Difficulties in welding thin metal.
The main problem that arises when working with thin sheet metal is that any careless movement of the electrode can lead to the appearance of a through hole in the metal - that is, the metal is burned out and becomes completely unsuitable for further use. On the other hand, excessive caution can also be harmful here, since insufficient contact of the electrode with the metal leads to an insufficiently high quality of the weld - or, more simply, in this case weld is absent at all, so-called lack of penetration is formed, that is, insufficiently good connection of the surfaces to be welded to each other.
Another problem when welding such products is that it is carried out at low currents, and if the distance between the electrode and the surface of the product is even slightly increased, the welded arc breaks off immediately. In short, to conduct such a process, a sufficiently large practical experience is required, allowing you to correctly select the current at which welding is carried out, the electrode feed rate and the length of the welded arc.
There are other difficulties when welding thin sheet metals or products from them. For example, the edge of the product must be prepared for welding in a special way, and not all types welded joints suitable here - there are those compounds that are used most often, and those that can be used only in extreme cases, when there is no other way out of the situation. Moreover, great importance has a specific sheet thickness and spatial location of the weld. In short, there are enough features that must be taken into account when welding thin-sheet metal products, and only practice will help the welder overcome all these difficulties.
Basic requirements for welding thin metal.
- When welding thin metal, the thickness of the selected electrode is of great importance. The thickness of the electrode depends on the thickness of the metal itself. If the thickness of the metal sheet is about 3 mm, then welding must be done with electrodes with a diameter of 3-4 mm. For welding metal with a thinner thickness, you should choose thinner electrodes. As a rule, the diameter of the electrode should correspond to the thickness of the sheet. For example, for a sheet with a thickness of 2.5 mm, you must also choose an electrode with the same diameter.
- Also, special requirements when welding thin metal are imposed on the welding current. The current depends on both the thickness of the metal and the diameter of the electrode. If welding of metal with a thickness of 3 mm is carried out, then it is necessary to select the welding current in the range from 140 to 180 A. When using thinner electrodes, the current required for welding is reduced to 10-90 A.
- It is very important in the case of working with thin metals to pay close attention to the type of selected electrodes. For welding at low currents of thin sheet metal, it is recommended to choose electrodes with such types of coating that are guaranteed to give easy arc initiation and stable burning. In addition, such electrodes must melt very slowly and produce a liquid metal as a result of melting.
The main methods of welding thin metal.
Welding of thin metal can be done both with a semi-automatic device and with the use of manual arc welding. Welding with a semiautomatic device is much easier, since such equipment perfectly copes with the problems that can arise when welding at low currents. But not all home craftsmen are owners of such equipment, so manual arc welding is most often used.

There are several welding methods that can be applied in this case.
- Continuous welding of the entire seam. It is very important to choose the correct current (it is best to start with a range of 40-60 A) and the correct electrode tracking speed, since if the electrode moves too quickly, the root of the weld will not boil, and if the welder moves too slowly, holes will form in the metal.
- Intermittent welding. This type of welding can also be called "spot welding". It is this welding method that is most often used when working with thin metals. Welding is carried out using short point contacts between the electrode and the metal being welded. You can also not only "put a point" on the metal with an electrode, but draw short lines. A feature of this method is that the welding current is set slightly higher than usual. The movements of the welder must be fast enough so that the metal being welded does not have time to cool down.
So, welding of thin metal with an electrode has its own characteristics that must be taken into account when choosing electrodes and welding current. Of course, it is very important here to develop a certain speed and uniformity of the electrode movement so that the welded seam is smooth and of high quality. In addition, it is very important to pay attention to the fact that the gap between the electrode and the surface to be welded is constant. Of course, all these skills are not developed the first time, but in this case, the perseverance and practical experience of the welder is much more important than his theoretical skills and qualifications.
Welding with a thin metal electrode allows you to assemble lightweight structures with a large margin of safety. Also, in this way, you can restore cars and repair many other thin-walled products. However, such a process is quite complicated, it is very difficult to make a high-quality one in the absence of experience.
In this material, we will analyze all the nuances of welding on thin sheet metal, what problems there are and how to avoid them.
The problems of welding thin-walled products
The main problems that arise in the process of welding thin metal electrodes are similar to the usual marriage with a poor-quality connection.
- Burning through the workpiece.
- Sticking of the electrode.
- Deformation of the material.
Burn-in is the most common occurrence in working with thin-walled structures. This is a consequence of an incorrectly selected current strength. It is the excess power that contributes to the rapid melting of the metal and the formation of holes.
The sticking of the electrode occurs in two cases: with a low current strength and a close approach of the tip of the consumable to the metal surface. These two negative factors contribute to the formation of uneven joints and, as a result, the quality of the welding decreases.
A non-welded seam is common mistake accepted by novices in welding. Fearing to burn through the metal, the tip of the electrode is removed a long distance and the melt simply spreads over the surface. As a result, during stripping, it turns out that the seam is uneven and there are unconnected areas.
Deformations are also quite common when welding thin sheet metal. This is a consequence of exposure to high temperatures.
How is welding of thin metal carried out and what are the ways to solve the problem of marriage?
Selection of modes and electrodes
It is best to use an inverter for welding thin-walled structures. Such devices have more fine tuning in contrast to transformer analogs.
The strength of the current used in such works directly depends on the thickness of the parts and the diameter of the electrode.
Thin metal is considered to be workpieces up to 5 millimeters thick. However, welding problems arise with parts up to 3 mm. In the table you can see the approximate correspondence of the selected power to the material and diameter of the electrode.
These are approximate data, a more accurate setting of the apparatus can be determined empirically by trying to cook metal.
Using thin types of electrodes, you need to take into account that they have a higher melting rate, which means you need to lead the seam faster.
The main requirements for the selection of consumables are the same as for welding standard designs. The coating and composition of the electrode must correspond to the metal to be welded.
The right technology
Technologically, welding of thin metal practically does not differ from the process of joining thicker structures. All work can be roughly divided into three stages:
- Preparation of parts.
- Welding process.
- Cleaning the seams.
The main differences are in some of the nuances that make it possible to qualitatively cook sheet metal and galvanized steel.
Preparation
All preparation begins with cleaning the surface of the material from contamination. It is important to clean more thoroughly the place where the mass holder of the apparatus will be installed.
Galvanized sheet metal in the place of future welding can be cleaned with a grinder from the protective coating. But you can also cook directly on it, the zinc layer will burn out in the process.
Welding
The welding algorithm for thin metal is as follows.
- The electrode at the end can be cleaned of the plaster for a length of about 5 mm, this will contribute to the rapid ignition of the arc.
- Point tacks of the material must be made along the entire length of the future seam (to avoid further deformation). For this, a short-term arson is made and the edges of the metal are welded in the form of a point or for a length of 10 mm.
- The arc is ignited simply - this is done in two ways. Either by tapping the tip of the electrode on metal, or by striking. The arc length is optimal within 2-3 millimeters. Usually, the distance of the electrode from the metal must be kept within the diameter of the consumable!
- After that, a bath of molten metal is formed and the seam is started. During operation, the weld pool should have an elongated oval shape. This indicates that a quality seam has been obtained.
- To avoid sticking of the electrode, do not "stick" it into the surface.
In this regard, it is very convenient for novice welders to use an inverter with additional anti-stick and arc-forcing functions. If the electrode is too close to the metal, it will release voltage. In this case, a short circuit does not occur and the electrode does not stick. With a large elongation of the arc, the inverter gives additional voltage and the welding process is not interrupted.
- The seam is carried out by placing the holder with the electrode at an angle of 60 degrees. It is best to choose a position close to a right angle, while maintaining the view of the weld pool and the seam itself. Too sharp an angle results in a convex connection. This means that the seam pops up and does not weld metal.
- The electrode can be led from left to right, or towards yourself, vertical connections are made from bottom to top. In this case, during welding, you need to make transverse movements in zigzags (herringbone).
- You also need to control the speed of movement. It must be progressive and the same.
After finishing the work, you need to knock down the slag and inspect the connection for lack of fusion and burns on the metal surface.
Welding techniques for thin-walled structures
To avoid negative consequences during the welding process, some suitable techniques can be used.
Overlap. If the design allows, the sheets can be placed one on top of the other. In this case, the main thing is not to burn through the surface located below.
Point connection. Technologically, such a seam is made in the form of small-town tacks. The arc is ignited, the metal is boiled in the right place and extinguished. And then, throughout the connection with a step of 3 electrode diameters, everything is repeated.
On the electrode. If there is a danger of burning through thin metal, you can clean one electrode from the coating and lay it along the future seam. During the welding process, these places need to be well welded. Burn holes can be welded in the same way.
Reverse polarity can also be set for welding thin-walled structures. When the cable of the holder is set to plus, and the mass to minus. Reverse polarity reduces the amount of heat at the tip of the electrode and this will help to avoid burns.
If you need to weld a massive part with thin metal, then the arc is ignited on a thick-walled workpiece and transferred in the process Weld at the joint.
To dissipate excess heat, a copper strip can be placed under the thinnest parts. Copper is a very heat-absorbing material and will avoid burning and leakage of molten metal.
What do you think about this type of work, such as sheet metal welding? If you have extensive experience in welded joints made of thin material, share it in the comments to this article.
Welding electrodes made life much easier for a person, and created a lot of useful and reliable things by the method of "welding seams" between two metal parts. In fact, the electrode has an extremely simple design - it is a rod-shaped wire with a special coating or without a coating. Today you can find more than 200 varieties of electrodes, which differ not only by the brand and manufacturer, but also by the mechanical properties of the seam, the permissible degree of bending, the possible degree of viscosity, and so on. But the most common are the following features:
- Non-metallic.
- Metallic.
This is the most important differentiation and the following types are derived from this feature. For example, non-metallic welding rods can only be non-consumable because they are made from graphite or coal. In contrast, metal electrodes can be consumable and non-consumable. About this in more detail and soon you will be able to determine on your own with which electrodes which metals are cooked.
On the classification of metal electrodes.
Metal electrodes can be classified into two types:
- Melting.
- Non-melting.
Material for crafting the first type metal electrodes are refractory substances such as tungsten, synthetic graphite and electrical coal. The main field of application for these electrodes is in the protective gas sphere, plasma cutting and welding, which require enormous temperatures, and conventional rods quickly deteriorate. For the manufacture of electrodes of the second type, three types of welding wire are used: carbon, alloyed and high-alloyed. Such welding rods are coated with a special protective compound to protect the electrode from the oxidizing effects of oxygen and provide a more efficient burning of the welding arc.
About coated and uncoated electrodes.
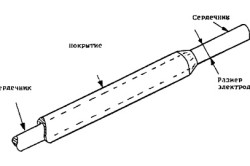
Nowadays, coated welding electrodes (Fig. 1) are in a larger assortment than uncoated ones. First of all, this feature is due to the fact that an infinite variety of materials are used for coatings, but they are divided into only a few types:
- Rutile.
- Sour.
- Basic.
- Cellulosic.
Uncoated welding rods are the prototype of modern electrodes and were used at the very beginning of the development of welding tool technology. Today, an uncoated electrode has a field of application in a protective gas environment.
Features of coated electrodes and their area of application.
IN modern world For welding, the standard material for electrode coatings is an acidic substance based on oxides of silicon, iron and manganese. main feature consists in the fact that using an electrode with an oxide coating, you can create hot cracks in the metal. Its field of application is, in fact, universal, since this rod is suitable for welding both with alternating and direct current. According to GOST, the classification of this rod has the name: brand E38 and brand E42.
The next type of rods are E42 and E46 electrodes. Rutile concentrate is used to make the coating, and the result is an excellent rutile rod for working with semi-calm and calm steel. The rutile electrode creates better seams and does not crack like a standard rod. In addition, using a rutile-coated electrode will minimize metal loss and facilitate post-weld slag removal. Ilmenite rods are similar in coating features.
And, for example, electrodes with a basic coating are produced by applying fluoride and carbonate compounds to the surface of the rod. The main area of application is calm metal structures, and at the same time, the features of rods with such a coating are high level plasticity and also impact strength. In addition, the main electrode has a similar property to rutile rods: it prevents the creation of hot cracks at the seams. According to GOST, this welding electrode is represented by brands: E42A, E55, E50A, E60, E46A.
The last type of coated electrodes are rods with cellulosic substance, which includes natural organic compounds, among which cellulose is the most important. The main field of application for cellulosic welding rods is in quiescent and semi-quenched steels. In addition, the use of such rods is possible not only provided that the structure is on the "ground", but also on the weight or from top to bottom, which is the advantage of these electrodes. According to GOST, these rods can be found under the following name: E50, E46, E42.
In order to find out exactly which electrodes are used to weld which metals, we recommend that you read the instructions and descriptions on the packaging in detail before purchasing welding rods, because rods for welding non-ferrous metals cannot be used for welding cast iron or steel. For detailed advice, please contact the seller.
The size of the electrode diameter is one of the main parameters when choosing, since it is required to select consumables with a thickness of approximately the same as the base metal. Naturally, sooner or later one has to deal with thin sheets, the welding of which is not only a complex technological process that requires great experience, but it is impossible to carry out it without special materials and tools. In most cases, they try to connect them using gas welding, but if this is not possible, then you have to use the thinnest welding electrodes.

Fine welding electrodes
Not all brands have materials that can meet this request, since in some cases the thickness starts from 2 mm. Thin ones can be called those that are less than 2 mm in diameter. Thin metal electrodes almost completely retain the ratio of the amount of coating in relation to the amount of material on the rod. As a rule, this is one third of the total mass. Such things are more difficult to make and they are not used very often. With the advent of small home inverters that have a small operating range, thin ones became more popular, since the power of that technique could melt a maximum of 3 mm of filler material.

The thinnest arc welding electrodes are quite difficult to use, as their melting rate is much higher than that of standard electrodes. For this, special modes should be selected, but this may not be enough to obtain high-quality results. Practical experience is needed here, since there is a high risk of overcooking the base metal. There are also a number of equipment requirements, for example, the holder must securely fix the electrode. Have a fine adjustment to be able to fit exactly the right strength current. The speed of the process is much higher than in a standard situation.

The protection provided by the coating is relatively small due to the thin coating layer. But this may be enough, since the weld pool is also small. It is advisable to use metal flux to improve weldability and protect the seam. Here it is necessary to regulate well the balance of the penetration depth so that the deposited metal is taken on the main one, but no holes are created. It should also be borne in mind that when welding thin metal, there is a possibility of thermal deformation. To prevent this from happening, the seam should not be done immediately along the entire length, but in small strips. You also need to make potholders along the entire length so that everything does not bend.

Electrodes for welding metals 1 mm are narrow-profile and are rarely used by professionals. But they have no alternative, so they must be in the arsenal of a professional. The main thing is to choose them correctly, and then use them according to the technology so that there is not a large number of defects.
Benefits of thin electrodes
- This is the only consumable that can be used for arc welding of thin products without a big risk of overfiring the workpiece;
- The electrodes for are relatively low cost, so you can always buy a large amount of material;
- In terms of their physical properties and composition, they are almost not inferior to the thicker representatives of the brand;
- The electrodes are quickly prepared as drying and baking takes a relatively short amount of time.
Disadvantages of thin electrodes
- Electrodes for welding with an inverter of thin metal are not designed to work with thick parts, since they will not be able to weld to the required thickness;
- There are difficulties with the work, since the welding technique is different from the usual one;
- Due to their size, they run out quickly and you have to frequently change consumables;
- An insufficient coating layer makes the protection of the weld pool not so reliable;
- Often it is required to use additional consumables;
- Not all brands are produced in such a small version, therefore, sometimes difficulties arise with the selection.
Specifications
Specifications electrode depend on what elements are included in its composition, as well as on the physical properties of the metal from which the rod is made and what is included in the mixture.
Sizes of thin electrodes from various manufacturers
The thinnest electrode for welding has a diameter of 0.8 mm. In addition, in the rulers there are materials with a thickness of 1 mm; 1.2 mm; 1.6 mm; 2 mm.
Among the brands that produce such sizes you can find:
- MP-3;
- MP-3C;
- SSSI-13 45;
- SSSI-13 55;
- E-46;
- ANO 21.
Choice
Electrodes for welding thin sheet metal are selected according to the same principles as standard ones. First of all, attention should be paid to the composition so that the rod of the surfacing metal corresponds to the main one. This will provide a better connection, since weak points will not form at the edges of the seam, and the whole structure will be more uniform. You should also rely on what modes the welding machine supports so that they coincide with those for which the electrode is designed.
"Important! In no case should you try to boil workpieces that are several millimeters thicker than the electrode."
Modes and application features
The main feature of the application is more high speed welding. Unlike where this factor is caused by a higher fluidity, the same viscosity is maintained here. This makes joining in vertical and overhead positions easier. This is one of the few cases where electrodes can be taken with a lower diameter than the base metal, especially when it comes to overhead welding. As can be seen from the table, even a small deviation of 5 A can lead to the fact that the regime will be violated and the appearance of a marriage is possible. The higher the thickness, the less noticeable this difference, although there is a dependence on what grade of metal is used.
- Welding thin metal: what are the difficulties of the job
- Welding modes and electrodes
- Technological process
- Inverter and thin metal working
- Welding thin metal: practical advice from professionals
Today the time has come when welding of thin metal has become a very important moment in the life of every person. All modern cars Appliances and much more are made using thin metal. And not the last place in this issue is taken by economy. Using thick metal is simply not cost effective.
Therefore, in order to weld thin metal, specialists and craftsmen are needed. It is very difficult to cook thin metal, it is a very difficult process, since any mistake entails burning through the metal and, as a result, a damaged part.
Thin metal can be welded in a variety of ways:
- manual electric arc;
- continuous;
- intermittent;
- semi-automatic;
- gas.
Welding thin metal: what are the difficulties of the job
The main problem of working with especially thin metal is the thinnest edge associated with metal burn-through, with the occurrence of electrode sticking.
Sometimes it does not stick, but another defect appears, the so-called lack of penetration.
When the adjustment of the welding current is incorrect, for example, its value is overestimated or the electrode is held in one place, the metal is burned through.
At a low current value, lack of fusion is formed, parts are not welded, they fall off, adhesion may occur.
If the current is insufficient, an increase in the distance between the parts to be welded and the electrode will lead to arc interruption.
Back to the table of contents
Welding modes and electrodes
To weld thin metal, small diameter electrodes are needed. Usually it does not exceed 4 mm. In this case, the current value should be in the range of 140-180 amperes. These dimensions are applied when the thickness is 3 mm. To weld metal much thinner, electrodes are used in the range of 0.5-2.5 mm. The magnitude of the current is in the range of 10-90 amperes.
To carry out welding operations, when applying a low current, it is required to use electrodes that have a special coating. With its help, there is a rapid excitation and normal burning of the arc. Such electrodes melt very slowly, they get a liquid metal, which gives the seam a beautiful appearance.
OMA-2 fully complies with all the above-described requirements. It includes:
- titanium concentrate;
- ferromanganese ore;
- flour;
- special additives.
All of these substances provide arc stability. This is a must when brewing thin material.
The "OMA-2" type of electrode is considered the best for working with thin materials. It can create a stable arc used when welding carbon steel parts.
Back to the table of contents
Technological process
It is quite difficult to cook thin metal with ordinary manual electric arc welding. To exclude continuous burn-throughs along the entire length of the welded ends, they use a certain technology:
- small diameter electrodes are selected;
- the smallest welding current is set;
- so that the welding arc has a stable burning, high frequency currents are used. For this purpose, an oscillator is connected.
A connection is selected in advance, in which burn-throughs are completely excluded.
With a metal sheet thickness thinner than 2 mm, an electrode with a diameter of less than 1.6 mm will be the best. It must be properly covered. The value of the welding current is adjusted so that it is sufficient to melt the electrode. It usually fluctuates in the range of 50-70 amperes. By using an oscillator, normal arc burning is obtained. The device helps to quickly get an arc, it eliminates the occurrence of burns.
Back to the table of contents
Inverter and thin metal working

After the advent of welding inverters, the welding operation became available to almost anyone. Previously, we used devices that were very difficult to work with, they were heavy and difficult to set up. Welding with an inverter is very simple, it does not cause any difficulties and is available to a beginner. You just need to know a few basic rules.
When inverter welding is performed, a balance is sought so that no burn-through and no sticking of the electrode take place. In other words, the efficiency of welding directly depends on:
- the gap between the metal surface and the electrode;
- current strength;
- speed of movement of the electrode;
- smooth running.
All of these factors are the most difficult for those who first started welding. In this case, it is very important to have a good eye, specific skills. The more you cook, the better you get. Only the skills acquired in the process of work will help to achieve success and get a good result.
It is difficult for an inexperienced welder to quickly set the required amperage on the inverter in order to exclude metal burn-through and obtain a reliable connection.
Cooking thin metal with an inverter is far from easy. It is difficult even for an experienced craftsman. Therefore, in most cases, an argon arc is used. It minimizes the appearance of burn-through, the seam is smooth and has a beautiful appearance.
However, impulse welding is not always possible, you have to cook with an inverter. To get a good result, you can follow the advice of experienced welders.