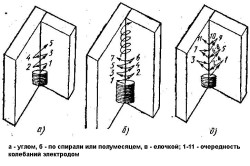
- Variety of welded points by type of connection
- Different kinds welds
- Weld geometry
- Norms for the use of welding per seam size
The area of a metal structure in which different parts are combined during welding operation is called a weld joint. Weld seams can vary in strength. The weld joint can include one weld seam. This is the place of thermal effect on the junction point of metals. As a result of this effect, the metal melts, and when it cools, it crystallizes. In many respects, the quality of the weld is influenced by the characteristics of the metal at the point of thermal action.
Types of welding joints
The most important consideration is where the weld is to be made. V winter time there is a difference between an "inner weld" and an "outer weld". The welding temperature range will change when the temperature environment falls below room temperature. Protect the welded section when conditions are wet, cold, or otherwise irregular. Sometimes you may need a tent or tarp with a heater. If you get moisture inside your weld, voids will form inside the plastic bundle.
Variety of welded points by type of connection
Butt seams are used in butt joints. They are performed incessantly. The difference is in the actions to prepare the plane at the end face of the section and the elements to be prepared for contact. This opens up full access to the welding site and ensures the most efficient welding of the planes throughout the entire thickness.
Main characteristics of the weld
A good seam shows an ideal mixture between the molecules of the welded plastic materials. If one of the previously mentioned weld parameters is missing from the BOM, the merge is incomplete. Contamination such as dust and oil inside the weld will interfere with the mixing process. Contamination will occur when the surface and welding rod are not properly prepared. Remove any oxidation, dust, grease and damaged material before welding. The only exception is that the welding tool uses a heated tip to preheat and penetrate the raw material.
Among the butt seams, different types can be distinguished:
- One-sided and double-sided without sawing the edges.
- With one-sided or two-sided sawing of one of the edges.
- With one-sided sawing of both edges.
- Cutting V or X-type.
- Double-sided sawing of both edges.
The fillet type of joints is used when welding of fillet welds is required. In the manufacture of such joints, fillet welds are used. You can divide them by continuity and by gap.
The tip melts and pushes the surface to the side. With the correct pressure, the molded welding rod is inserted under the surface, inside the weld area. A wonderful mixture of molecules occurs and a very strong weld occurs. Proper preparation surface is important to prevent weld failures right from the start. A cleaning blade is the ideal tool for this. Sanding paper or solvents are not recommended as dust and solvent residues will mix inside the weld.
The angle of the weld zone, if this kind of weld is to be made, is also decisive. When you choose the wrong angle, the filler material will not be able to fill the entire weld area correctly. There will be lines of voids and cracks and you will create a weak joint.
The above types can be supplemented with a variety related to both butt and corner ones. These are cork and slotted varieties. The slotted type is used when it is necessary to melt the upper layer, and possibly the underlying ones, to the main element. In the contact of the thickened layers, slotted seams and joints are made along the manufactured vents. In this form, they will be called "plug" or, in the case of arc welding, "electric rivet".
The proper welding system must be selected for the application. It doesn't matter what you take, there are always three parameters in your mind. Oxidation automatically occurs when using the hot air welding tool. This event is not ideal for producing a quality seam. The use of a gas such as nitrogen will minimize but not eliminate the oxidation problem. Another problem could be the air supply, which is not clean, dry and oil-free. If you have an airline that shows these symptoms, the particles will detonate directly inside the weld.
Back to the table of contents
Different types of welds
Differences in welding and types of welds for staying in space:
- welding of horizontal seams;
- welding of ceiling seams;
- bottom seams.
It is used for welding from below on a flat plane. They are technically the simplest to implement. The high strength of the joints is explained by the convenient conditions in which the melted metal, under its own weight, rushes into the weld pool, which is located horizontally. This work is the easiest to perform and easy to follow. In overlap structures, coal in the lower position are made continuous, without the production of lateral vibrations.
They will act as a shield between molecules and prevent an important mixing process. To create a strong weld seam, we know to prepare the material first. These hygroscopic materials must be dried before being used for welding. Estimate the material required to weld and dry only this amount. This will save time, as the drying time depends on the material and the number of cores.
Learn more about connections
The plastic will be consumed when heated. When it cools down, it will shrink. If the material is not properly secured in place, it will bend on the welded side. Welding on both sides would be ideal to prevent cracking and maintain the desired shape. If this is not possible, prepare the weld corner so that the weld rod can reach the other side. To keep the shape straight; it is necessary to use a fixture. This device must be installed before the weld is completely cooled.
Horizontal welds. The horizontal welding progress is somewhat difficult. During transverse seam welding on a vertical surface, molten metal can flow down to the bottom edge. As a consequence, an undercut may appear at the top edge. The use of this method in the welding of carbon dots produced in a horizontal arrangement is quite simple and does not cause any difficulties. The work itself is similar to bottom weld work and depends on the weld required.
In general, there are six groups of plastic weld failures. The following diagrams will help you recognize these failures. Please note that the lists below are not an estimate or ranking of failures and are not limited to a particular type of welding process or plastic material.
Of course, different applications may have specific requirements and cannot be covered here. Example # 1 - Modification of pipeline sections. Is the pipeline in use and you need to swap the damaged part or change the direction of the pipeline? Consider the following to achieve good welding performance. Know the material, medium and how much of it flows through the pipe. Used pipes are dirty and need to be cleaned before you can weld them. The longer the section was used, the more difficult it would be to produce a proper weld.
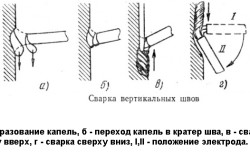
Vertical welding seams. In welding upright parts, the metal located below is designed to hold the melting metal from above, but at the same time it turns out to be rough and in the form of scales. It is much more difficult to get a good connection when working downward. Welding vertical seams in the standing plane is possible only in the upward orientation and vice versa.
After the cleaning process, the weld area must be dried. Moisture inside the weld can lead to some of the failures mentioned above. If you cannot stop the liquid from dripping, you can use bladder... This air-like tool can be inserted and detonated inside the part. After welding is complete, you simply release the air and expel the bladder. Some environments require specific thread behavior. This can lead to choosing a different type of welding equipment or working on the inside of the pipe to ensure positive flow.
Ceiling seams. The most difficult type of welded work in terms of execution. In the process of work, it is difficult to release gases and slags, and it is also difficult to keep the melt from flowing off and to achieve the strength of the point. But despite the observance of all ceiling welding techniques, the seams are still inferior in reliability to the welds performed in other positions.
Remember that it is difficult to remove the weld bead inside the pipe. Example No. 2 - Material with fillers. The amount and quality of filler material inside your plastic parent material and welding rod can affect the quality of your weld. Sometimes, conductive materials like wood chips or denim are used to provide bulk and make plastic cheaper. Consider what happens inside the weld. The molecules of the welding rod and the base material want to bond with each other, however, when the plastic molecule meets the filler molecule, they cannot mix.
Classification of features of welded joints by outline:
- longitudinal seam welding;
- creation of circular seams.
To perform a longitudinal type of welding, it is required to carry out a thorough preparation of the metal at the point of the proposed welding. The surfaces of the parts must be free of burrs, edges and irregularities. In the work of longitudinal welding, the seam is possible only with complete cleaning and degreasing of the required surfaces.
Standards and GOSTs
A perfect connection is impossible in this case. A special filler wire for polyethylene with fillers is available for this application. Please contact me for more information on this special rod. To ensure the quality of the welding job meets the specifications that you and your customers demand, there are testing equipment offered by a number of suppliers for various testing applications. Another option is to send samples welds to the laboratory.
Circular welds. Welding work in circles requires great care and accuracy, and calibration of welding currents is immediately necessary, especially when working with small diameters.
Welding of circumferential seams differs in shape. They are:
- convex;
- concave;
- flat.
Back to the table of contents
Weld geometry
The main geometric parameters are: width, curvature, bulge and root of the joint.
Characteristics of welded joints
To get a representative test result, you must take a sample from the same batch of material you are working with. You must use the same parameters, the same materials, and perform them by the same worker who produces the actual weld.
Article Search Select one or more topics to refine your search. Most of the welds we need to make fall into five general categories. Each of these individual joint categories has many variations on the base unit. Understanding these five and being able to fill welds in all positions is a good starting point for anyone learning to weld. The five basic welds include butt, lap, tee, corner joint, and edge joint.
The width is the gap between the visibly different edges of the fusion of metals. Curvature is the gap between the area flowing along the visible edges of the weld point and a certain metal at the point of ultimate concavity.
To measure the convexity, the gap relative to the levels is determined, flowing along the visible edges of the weld and the base metal at the point of limiting convexity. The root is extremely distant from profile level face, which is actually its reverse side.
A seam connection occurs when two elements are positioned side-by-side or joined together. Welding is performed along a seam that is adjacent to two adjacent parts. Depending on the thickness of the materials, the edge of the butt joint may be square, beveled, or some other preparation made prior to installation and welding. The butt joint can be welded on one side or on both sides depending on the requirements on the drawing or the welding symbol. The seam joint is considered a weld seam.
An overlap joint is formed when two pieces are stacked on top of each other a specified distance along their edge. In most cases, we do not see the weld bead preparation. The fillet of the weld is placed in the seam between two overlapping elements. As with the butt joint, the weld can be made on one side or on both sides, depending on the requirements in the drawing or the weld symbol. Knee-joint can contain one or more welding passes.
You can divide such seams according to dimensional norms:
- leg;
- thickness;
- estimated height.
In a fillet weld, the length from the level of the first piece to be welded to the edge of the seam on the next piece is the leg of the carbon bead. The cathetus is one of the important characteristics that must be observed during welding. For simple carbon joints with a single size, the leg of the seam is set by the size of its edges. In the welding of T-shaped structures, the leg has a fixed size, while using a single dimension of materials. And when used in welded work, T-shaped structures of different dimensions, it is equivalent to a thickness of more thin metal... The leg must be of the correct dimensions to achieve the maximum strength of the connection, if too large a leg is used, then weld defects are possible.
A connecting plug is considered a glued welded joint. A tee joint is formed when two elements intersect at a 90 ° angle and the edges join in the middle of the plate or component. When a pipe or tube is connected to the base plate, a tee will form. All around the pipe weld to the base plate is considered a tee joint. The fillet weld is placed between the two elements depending on the size and requirements of the drawing. As with other joints, welds can be made on one side or on both sides.
For beginners, you can make it easier to work with parts by positioning them for boat welding. When welding "in a boat", the likelihood of undercuts is reduced, and the lock will turn out to be stronger.
The thickness of the carbon seam is the maximum distance from its level to the contact of the maximum penetration of the base metal.
What to remember when welding fillet joints? For fillet welds, the concave shape of the level with a smooth transition to the base is considered favorable. This is due to the problematic nature of full-thickness penetration in carbon seams of the root. In most cases, the leg and thickness are measured with certain patterns.
Sometimes this requires more than one to create a compressed weld. Just like the knee engagement, the tee joint is also considered a fillet type weld. A gusset is similar to a triple joint, but instead of touching in the middle of a plate or component, a gusset has two portions that intersect at a 90 ° angle to the edge of the seam or material. A fillet of a weld is usually made in the area where two plates or elements intersect. There are several variations on fillet welds, one of which is called an open angle, where a fillet weld is made on the outer edge.
To get the best possible connection, many factors need to be cited. They are taken into account when determining the type of connection, depending on the required characteristics of the products to be welded.
Welds and joints
Another is called a closed corner, where the outside weld is much more like a butt weld. Most people assume that the corner joint will look like a fillet. As with all other welds, the weld can be made on the near side or on the other side.
Finally, the fifth of the five major joints is what we call the marginal joint. The two elements have their surfaces parallel to each other, creating a seam or edge area where welding can occur. A weld seam is considered a weld seam. We often see that an edge bead applied to sheet metal parts has been flanged or shaped such that a weld needs to be joined in order to join adjacent parts. Simply with all other welds, it can be made on the other side or around the entire perimeter depending on the conditions of use and service.
A permanent joint that has been welded is called a welded joint. It consists of several zones (fig. 77):
Weld seam;
Fusion;
Rice. 77. Zones of a welded joint: 1 - welded seam; 2 - fusion; 3 - thermal influence; 4 - base metal
Thermal influence;
Base metal.
In terms of length, welded joints are:
Short (250-300 mm);
Medium (300–1000 mm);
Long (over 1000 mm). Depending on the length of the weld, the method of its implementation is also chosen. With short joints, the seam is led in one direction from beginning to end; for the middle sections, it is typical to overlap the seam in separate sections, and its length should be such that a whole number of electrodes (two, three) are enough to complete it; long joints are welded in the reverse step method, which was mentioned above.
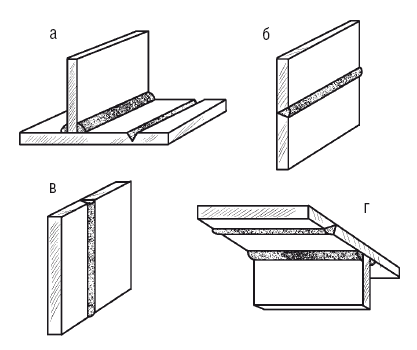
By type, welded joints (Fig. 78) are subdivided into:
1. Butt joints. These are the most common connections when different ways welding. They are preferred because they are characterized by the lowest intrinsic stresses and deformations. As a rule, sheet metal structures are welded with butt joints.
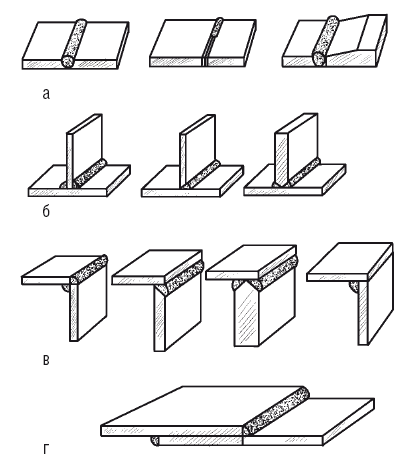
Rice. 78. Types of welded joints: a - butt joints; b - T-shaped; в - corner; g - overlapping
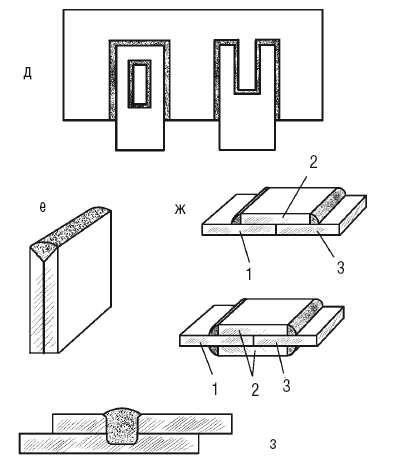
Rice. 78 (end). d - slotted; e - end; w - with overlays; 1-3 - base metal; 2 - pad: 3 - electric rivets; z - with electric rivets
The main advantages of this connection, which can be counted on provided that the edges are carefully prepared and adjusted (due to the blunting of the latter, burn-through and metal leakage during welding are prevented, and compliance with their parallelism ensures a high-quality uniform seam), are the following:
Minimum consumption of base and weld metal;
The smallest time interval required for welding;
The connection made may not be inferior in strength to the base metal.
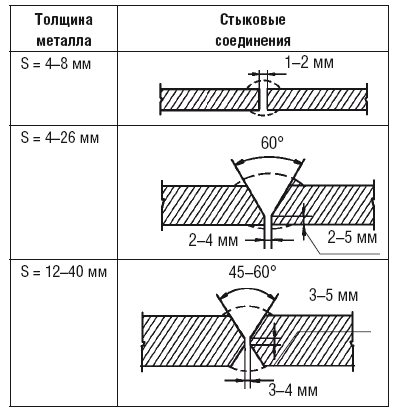
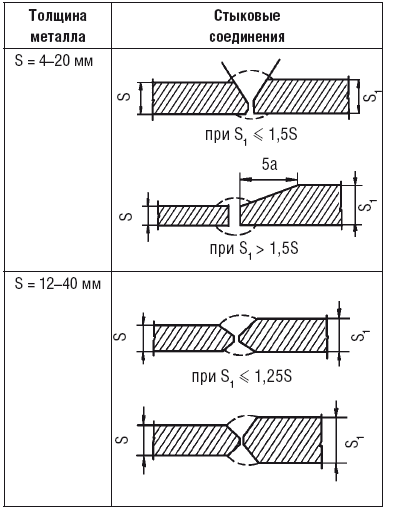
Depending on the thickness of the metal, the edges in arc welding can be cut at different angles to the surface:
At right angles when joining steel sheets with a thickness of 4–8 mm. In this case, a gap of 1–2 mm is left between them, which facilitates the boiling of the lower parts of the edges;
At a right angle, if metal is connected with a thickness of up to 3 and up to 8 mm with one- or two-sided welding, respectively;
With one-sided beveled edges (V-shaped), if the metal thickness is from 4 to 26 mm;
With a double-sided bevel (X-shaped), if the sheets have a thickness of 12–40 mm, and this method is more economical than the previous one, since the amount of deposited metal is reduced by almost 2 times. This means savings in electrodes and energy. In addition, for a double-sided bevel, deformations and stresses during welding are less characteristic;
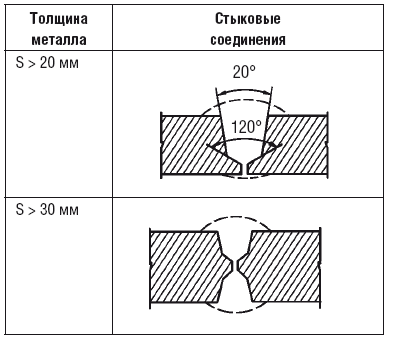
The bevel angle can be reduced from 60 ° to 45 ° by welding plates with a thickness of more than 20 mm, which will reduce the volume of the deposited metal and save electrodes. The presence of a gap of 4 mm between the edges will provide the necessary penetration of the metal.
When welding metal of different thickness, the edge of the thicker material is chamfered more. With a significant thickness of parts or sheets connected by arc welding, a bowl-shaped preparation of edges is used, and with a thickness of 20–50 mm, one-sided preparation is carried out, and with a thickness of more than 50 mm, double-sided.
The above is clearly shown in table. 44.
2. Overlap, most often used in arc welding of structures, the metal thickness of which is 10–12 mm. This option is distinguished from the previous connection by the absence of the need to prepare the edges in a special way - it is enough just to cut them. Although the assembly and preparation of the metal for the lap joint is not so burdensome, it should be taken into account that the consumption of the base and weld metal increases in comparison with butt joints. For reliability and to avoid corrosion due to moisture penetration between the sheets, such joints are welded on both sides. There are types of welding where this option is used exclusively, in particular with spot contact and roller.
3. T-shaped, widespread in arc welding. For them, the edges are beveled on one or both sides, or they do without bevel at all. Special requirements apply only to the preparation of a vertical sheet, which must have an equally cut edge. With one- and two-sided bevels, the edges of the vertical sheet provide for a gap of 2-3 mm between the vertical and horizontal planes in order to weld the vertical sheet to its full thickness. One-sided bevel is performed when the design of the product is such that it is impossible to weld it on both sides.
Table 44
Selection of a butt joint depending on the thickness of the metal
5. Slotted, which is used in cases where the overlap seam of normal length does not provide the required strength. Such connections are of two types - open and closed. The slot is made using oxygen cutting.
6. End (side), in which the sheets are laid one on top of the other and welded at the ends.
7. With overlays. To make such a connection, the sheets are docked and overlap the joint with an overlay, which, of course, entails additional metal consumption. Therefore, this method is used in the case when it is not possible to perform a butt or overlap seam.
8. With electric rivets. This connection is strong, but not tight enough. For him, the top sheet is drilled and the resulting hole is welded in such a way as to capture the bottom sheet.
If the metal is not too thick, drilling is not required. For example, in automatic submerged arc welding, the top plate is simply melted by the arc.
A structural element of a welded joint, which, when it is made, is formed due to crystallization of molten metal along the line of movement of the heating source, is called a weld. The elements of its geometric shape (Fig. 79) are:
Width (b);
Height (h);
Leg size (K) for corner, lap and tee connections.
The classification of welds is based on various criteria, which are presented below.
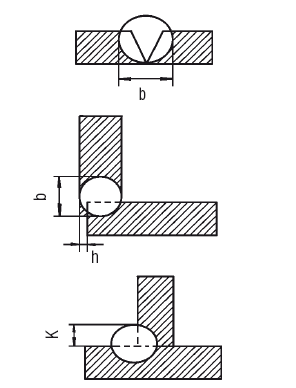
Rice. 79. Elements of the geometric shape of the weld (width, height, leg size)
1. By type of connection:
Butt;
Corner (fig. 80).
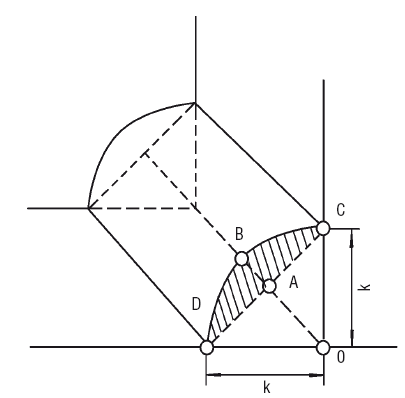
Rice. 80. Fillet weld
Fillet welds are practiced with some types of welded joints, in particular with overlap, butt, fillet and overlapping.
The sides of such a seam are called legs (k), zone ABCD in Fig. 80 shows the degree of bead bulge and is not taken into account when calculating the strength of the weld. When performing it, it is necessary that the legs are equal, and the angle between the sides OD and BD is 45 °.
2. By type of welding:
Arc welding seams;
Automatic and semi-automatic submerged arc welding seams;
Gas-shielded arc welding seams;
Electroslag welding seams;
Contact welding seams;
Gas welding seams.
3. According to the spatial position (Fig. 81), in which welding is performed:
Rice. 81. Welded seams depending on their spatial position: a - bottom; b - horizontal; в - vertical; g - ceiling
Horizontal;
Vertical;
Ceiling.
The bottom seam is the easiest, the ceiling seam is the most difficult.
In the latter case, welders undergo special training, and the ceiling seam is easier to make with gas welding than arc welding.
4. By length:
Continuous;
Intermittent (fig. 82).
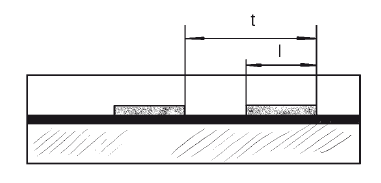
Rice. 82. Interrupted weld
Intermittent seams are widely practiced, especially in cases where there is no need (strength calculation does not imply a continuous seam) to tightly connect products.
The length (l) of the sections to be joined is 50–150 mm, the gap between them is approximately 1.5–2.5 times greater than the welding zone, and together they form the seam pitch (t).
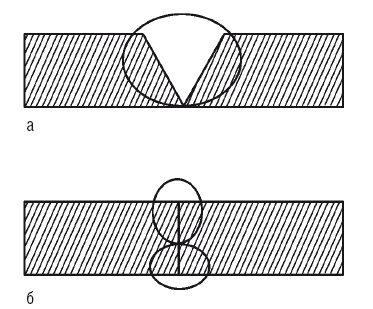
5. By the degree of convexity, that is, the shape of the outer surface (Fig. 83):
Normal;
Convex;
Concave.
The type of electrode used determines the seam bulge (a ’). The largest bulge is characteristic for thin-coated electrodes, and thick-coated electrodes give normal seams, since they are characterized by a greater fluidity of the molten metal.
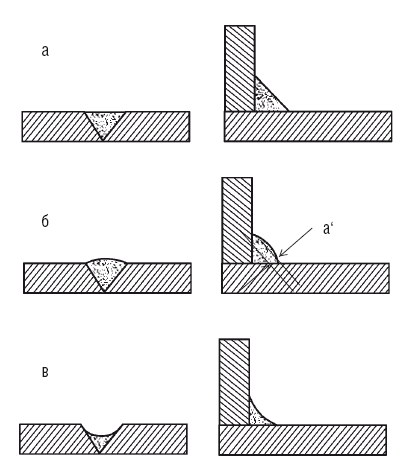
Rice. 83. Welded seams differing in the shape of the outer surface: a - normal; b - convex c - concave
It was experimentally found that the strength of the seam does not increase with an increase in its convexity, especially if the joint "works" under variable loads and vibration. This situation is explained as follows: when making a seam with a large bulge, it is impossible to achieve a smooth transition from the bead of the seam to the base metal, therefore, at this point, the edge of the seam is, as it were, trimmed, and here stresses are mainly concentrated.
Under conditions of variable and vibration loads in this place, the welded joint can be destroyed. In addition, convex seams require an increased consumption of electrode metal, energy and time, that is, it is an uneconomical option.
6. By configuration (fig. 84):
Straight-line;
Ring;
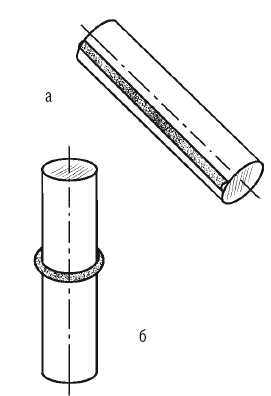
Rice. 84. Welded seams of various configurations: a - straight-line; b - circular
Vertical;
Horizontal.
7. In relation to the acting forces (Fig. 85):
Flank;
End;
Combined;
Oblique. The vector of action of external forces can be parallel to the axis of the seam (typical for flanking), perpendicular to the axis of the seam (for end), pass at an angle to the axis (for oblique), or combine the direction of flank and end forces (for combined).
8. By the method of retention of the molten weld metal:
No pads or pillows;
On removable and remaining steel backings;
![]()
Rice. 85. Welded seams in relation to the acting forces: a - flank; b - end; в - combined; g - oblique
On copper, flux-copper, ceramic and asbestos linings, flux and gas cushions.
When applying the first layer of the seam, the main thing is to be able to keep the liquid metal in the weld pool.
To prevent it from leaking out, use:
Steel, copper, asbestos and ceramic backings that are applied under the root joint. Thanks to them, it is possible to increase the welding current, which ensures through-penetration of the edges and guarantees one hundred percent penetration of the parts. In addition, the shims keep the molten metal in the weld pool, preventing burn-through;
Inserts between the edges to be welded, which perform the same function as the gaskets;
Undercutting and backing up the root of the seam from the opposite side, while not striving for through penetration;
Flux, flux-copper (for submerged-arc welding) and gas (for manual arc, automatic and argon-arc welding) pillows, which are fed or fed under the first layer of the seam. Their goal is to prevent metal from leaking out of the weld pool;
Joints in the lock when making butt seams, which prevent burn-throughs in the root layer of the seam;
Special electrodes, the coating of which contains special components that increase the surface tension of the metal and prevent it from flowing out of the weld pool when making vertical seams from top to bottom;
Pulsed arc, due to which there is a short-term melting of the metal, which contributes to faster cooling and crystallization of the weld metal.
9. On the side where the seam is applied (fig. 86):
One-sided;
Bilateral.
10. For the materials to be welded:
On carbon and alloy steels;
Rice. 86. Welded seams, differing in their location: a - one-sided; b - bilateral
On non-ferrous metals;
On a bimetal;
On foam and polyethylene.
11. By the location of the parts to be connected:
At an acute or obtuse angle;
At right angles;
In the same plane.
12. By volume of deposited metal (Fig. 87):
Normal;
Weakened;
Reinforced.
13. By location on the product:
Longitudinal;
Transverse.
14. By the shape of the welded structures:
On flat surfaces;
On spherical surfaces.
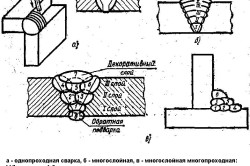
15. By the number of weld beads (Fig. 88):
Single layer;
Multilayer;
Multi-pass.
Before welding, the edges of the products, structures or parts to be joined must be properly prepared, since the strength of the seam depends on their geometric shape.
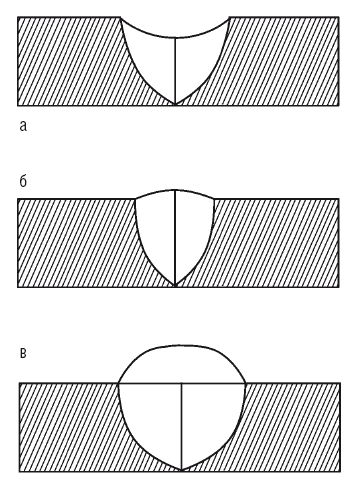
Rice. 87. Welded seams differing in the volume of deposited metal: a - weakened; b - normal; c - reinforced
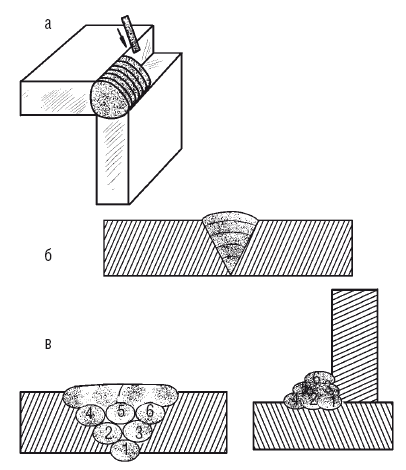
Rice. 88. Welded seams differing in the number of weld beads: a - single-layer; b - multilayer; c - multilayer multi-pass
The elements of form preparation are (Fig. 89):
The groove angle (?), Which must be performed if the metal thickness is more than 3 mm. If you skip this operation, then such negative consequences as lack of penetration along the cross-section of the welded joint, overheating and overheating of the metal are possible. Cutting the edges makes it possible to weld with several layers of a small cross-section, due to which the structure of the welded joint is improved, and internal stresses and deformations are reduced;
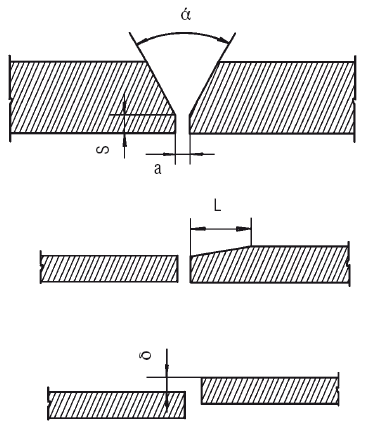
Rice. 89. Cromo preparation elements
The gap between the joined edges (a). It depends on the correctness of the set gap and the selected welding mode, how complete the penetration will be over the cross section of the joint when the first (root) layer of the seam is formed;
Dull edges (S), necessary to give a certain stability to the root suture process. Ignoring this requirement leads to overburning of the metal during welding;
Bevel length of the sheet if there is a difference in thickness (L). This element allows for a smooth and gradual transition from thicker to thinner parts, which reduces or eliminates the risk of stress concentration in welded structures;
Offset of edges in relation to each other (?). Since this reduces the strength characteristics of the joint, and also contributes to the lack of penetration of the metal and the formation of stress centers, GOST 5264-80 established permissible standards, in particular, the displacement should be no more than 10% of the metal thickness (maximum 3 mm).
Thus, in preparation for welding, the following requirements must be met:
Clean edges from dirt and corrosion;
Remove chamfers of the appropriate size (according to GOST);
Set the gap in accordance with GOST, developed for a particular type of connection.
Some types of edges have already been mentioned earlier (although they were considered in a different aspect) when describing butt joints, but nevertheless it is necessary to once again focus on this (Fig. 90).
The choice of one or another type of edge is determined by a number of factors:
By welding method;
Thickness of metal;
By connecting products, parts, etc.
For each welding method, a separate standard has been developed, which specifies the shape of the edge preparation, the size of the seam and the permissible deviations. For example, manual arc welding is carried out in accordance with GOST 5264-80, contact - in accordance with GOST 15878-79, electroslag - in accordance with GOST 15164-68, etc.
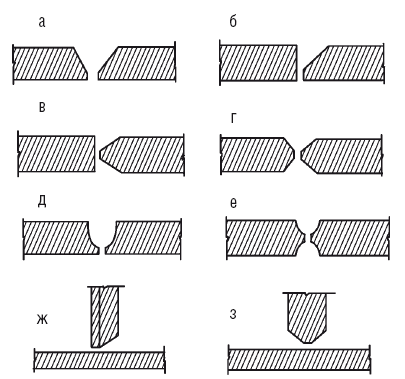
Rice. 90. Types of edges prepared for welding: a - with bevel of both edges; b - with a bevel of one edge; c - with two symmetrical bevels of one edge; d - with two symmetrical bevels of two edges; d - with a curved bevel of two edges; e - with two symmetrical curved bevels of two edges; g - with a bevel of one edge; h - with two symmetrical bevels of one edge
In addition, there is a standard for the graphic designation of the weld, in particular GOST 2.312–72. To do this, use an oblique line with a one-sided arrow (Fig. 91), which indicates the seam area.
The characteristics of the seam, the recommended welding method and other information are presented above or below the horizontal flange connected to the inclined arrow line. If the seam is visible, that is, it is on the front side, then the seam characteristic is given above the shelf, if invisible - under it.
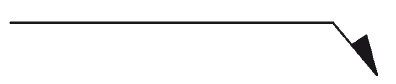
Rice. 91. Graphic designation of welds
Additional symbols also belong to the symbols of the welded seam (Fig. 92).
For different types welding letter designations are accepted:
Arc welding - E, but since this type is the most common, the letter may not be indicated in the drawings;
Gas welding - G;
Electroslag welding - W;
Welding in inert gases - I;
Explosion welding - VZ;
Plasma welding - Pl;
Contact welding - CT;
Friction welding - Tr;
Cold welding - H.
If necessary (if several welding methods are implemented), before the designation of a particular type, they have letter designation used welding method:
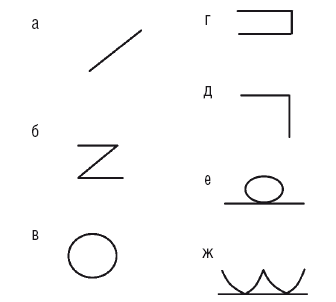
Rice. 92. Additional designations of a welded seam: a - an intermittent seam with a chain sequence of sections; b - an intermittent seam with a staggered sequence of sections; c - seam along closed loop; g - a seam along an open contour; d - assembly seam; e - seam with removed reinforcement; g - seam with a smooth transition to the base metal
Manual - P;
Semi-automatic - P;
Automatic - A.
Submerged arc - F;
Consumable electrode welding in active gas - UP;
Consumable electrode welding in inert gas - IP;
Welding in an inert gas with a non-consumable electrode - IN.
There are also special letters for welded joints:
Butt - C;
Tavrovoe - T;
Overlapping - H;
Angular - U. By the numbers after the letters, the number of the welded joint is determined in accordance with GOST for welding.
Summarizing what has been said above, it can be stated that the symbols of the welded seams are folded into a certain structure (Fig. 93).
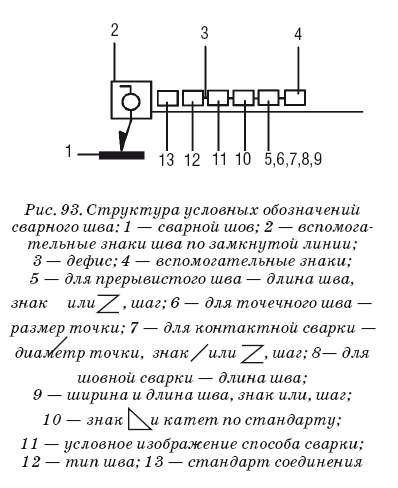
Rice. 93. Structure legend weld seam: 1 - welded seam; 2 - auxiliary signs of a seam along a closed line; 3 - hyphen; 4 - auxiliary signs; 5 - for an intermittent seam - seam length, sign or, step; 6 - for a point seam - point size; 7 - for resistance welding - point diameter, sign or, step; 8 - for seam welding - seam length; 9 - width and length of the seam, sign or, step; 10 - sign and leg according to the standard; 11 is a schematic representation of the welding method; 12 - type of seam; 13 - connection standard
As an example, let's decipher the designation:
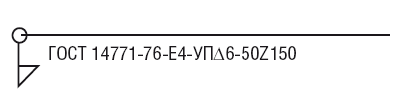
The seam is located on the invisible side - the designation is under the shelf;
T-joint, seam No. 4 in accordance with GOST 14771–76 - T4;
Carbon dioxide welding - U;
Semi-automatic welding - P;