Её величество труба! Безусловно, она делает нашу жизнь лучше. Примерно так:
Ключевая характеристика любой цилиндрической трубы - это её диаметр. Он может быть внутренним (Dу ) и наружным (Dn ). Диаметр трубы измеряется в миллиметрах, но единица измерения трубной резьбы - дюйм. И вот на стыке метрической и забугорной систем измерения как правило возникает больше всего вопросов. Кроме того,реально существующий размер внудреннего диаметра часто не совпадает с Dy .
Давайте подробнее разберемся как нам с этим дальше жить. Трубной резьбе посвящена отдельная статья . Читайте также про профильные трубы , которые используются для возведения конструкций.
Дюймы против мм. Откуда путаница и когда необходима таблица соответствия

Трубы, диаметр которых обозначается дюймами (1", 2" ) и/или долями дюймов (1/2", 3/4" ), являются общепринятым стандартом в водо - и водогазоснабжении.
А трудность в чем?
Снимите размеры с диаметра трубы 1" (о том как измерять трубы написано ниже) и вы получите 33,5 мм , что естественно не совпадает с классической линейной таблицей перевода дюймов в мм ( 25.4 мм ).
Как правило монтаж дюймовых труб проходит без затруднений, но при их замене на трубы из пластика, меди и нержавеющей стали возникает проблема - несоответствие размера обозначенного дюйма (33,5 мм ) к его реальному размеру (25,4 мм ).
Обычно этот факт вызывает недоумение, но если глубже заглянуть в процессы происходящие в трубе, то логика несоответствия размеров становится очевидна и непрофессионалу. Все довольно просто - читайте дальше.
Дело в том, что при создании водного потока ключевую роль играет не внешний, а внутренний диаметр и по этой причине для обозначения используется именно он. Однако несоответствие обозначаемых и метрических дюймов все равно остается, т. к. внутренний диаметр стандартной трубы составляет 27,1 мм , а усиленной - 25,5 мм . Последнее значение стоит довольно близко к равенству 1""=25,4 но все же им не является.
Разгадка состоит в том, что для обозначения размера труб применяется номинальный, округленный до стандартного значения диаметр (условный проход Dy
). Величина условного прохода подбирается так, чтобы пропускная способность трубопровода увеличивалась от 40 до 60%
в зависимости от роста величины индекса.
Пример:
Наружный диаметр трубной системы равен 159 мм, толщина стенки трубы 7 мм. Точный внутренний диаметр будет равен D = 159 - 7*2= 145 мм. При толщине стенки 5 мм размер составит 149 мм. Однако, как в первом так и во втором случае условный проход будет иметь один номинальный размер 150 мм.
В ситуациях с пластиковыми трубами для решения проблемы несоответствующих размеров используются переходные элементы. При необходимости заменить или состыковать дюймовые трубы с трубами, выполненными по реальным метрическим размерам - из меди, нержавейки, алюминия, следует брать во внимания и наружный, и внутренний диаметры.
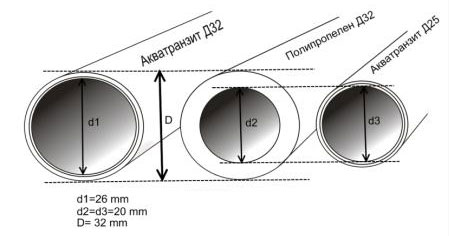
Таблица соответствия условного прохода дюймам
| Ду | Дюймы | Ду | Дюймы | Ду | Дюймы |
| 6 | 1/8" | 150 | 6" | 900 | 36" |
| 8 | 1/4" | 175 | 7" | 1000 | 40" |
| 10 | 3/8" | 200 | 8" | 1050 | 42" |
| 15 | 1/2" | 225 | 9" | 1100 | 44" |
| 20 | 3/4" | 250 | 10" | 1200 | 48" |
| 25 | 1" | 275 | 11" | 1300 | 52" |
| 32 | 1(1/4)" | 300 | 12" | 1400 | 56" |
| 40 | 1(1/2)" | 350 | 14" | 1500 | 60" |
| 50 | 2" | 400 | 16" | 1600 | 64" |
| 65 | 2(1/2)" | 450 | 18" | 1700 | 68" |
| 80 | 3" | 500 | 20" | 1800 | 72" |
| 90 | 3(1/2)" | 600 | 24" | 1900 | 76" |
| 100 | 4" | 700 | 28" | 2000 | 80" |
| 125 | 5" | 800 | 32" | 2200 | 88" |
Таблица. Внутренний и наружный диаметры. Стапьные водо/водогазoпроводные, эпектросварные прямошовные, стальные бесшовные горячедеформированные и полимерные трубы
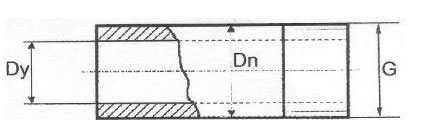
Таблица соответствия диаметра условного прохода, резьбы и наружных диаметров трубопровода в дюймах и мм.
|
Условный проход трубы Dy. мм |
Диаметр резьбы G". дюйм |
Наружный диаметр трубы Dn. мм |
||
|
Трубы стапьные водо/водогазoпроводные ГОСТ 3263-75 |
Трубы стальные эпектросварные прямошовные ГОСТ 10704-91. Трубы стальные бесшовные горячедеформированные ГОСТ 8732-78. ГОСТ 8731-74 (ОТ 20 ДО 530 мл) |
Полимерная труба. ПЭ, ПП, ПВХ |
||
ГОСТ
- государственый стандарт, используемый в тепло - газо - нефте - трубопроводах
ISO
- стандарт обозанчения диаметров, используется в сантехнических инженерных системах
SMS
- шведский стандарт диаметров труб и запорной арматуры
DIN / EN
- основной евросортамент для стальных труб по DIN2448 / DIN2458
ДУ (Dy)
- условный проход
Таблицы с размерами полипропиленовых труб представлены в следующей статье >>>
Таблица соответствия условного диаметра труб с международной маркировкой
| ГОСТ | ISO дюйм | ISO мм | SMS мм | DIN мм | ДУ |
| 8 | 1/8 | 10,30 | 5 | ||
| 10 | 1/4 | 13,70 | 6,35 | 8 | |
| 12 | 3/8 | 17,20 | 9,54 | 12,00 | 10 |
| 18 | 1/2 | 21,30 | 12,70 | 18,00 | 15 |
| 25 | 3/4 | 26,90 | 19,05 | 23(23) | 20 |
| 32 | 1 | 33,70 | 25,00 | 28,00 | 25 |
| 38 | 1 ¼ | 42,40 | 31,75 | 34(35) | 32 |
| 45 | 1 ½ | 48,30 | 38,00 | 40,43 | 40 |
| 57 | 2 | 60,30 | 50,80 | 52,53 | 50 |
| 76 | 2 ½ | 76,10 | 63,50 | 70,00 | 65 |
| 89 | 3 | 88,90 | 76,10 | 84,85 | 80 |
| 108 | 4 | 114,30 | 101,60 | 104,00 | 100 |
| 133 | 5 | 139,70 | 129,00 | 129,00 | 125 |
| 159 | 6 | 168,30 | 154,00 | 154,00 | 150 |
| 219 | 8 | 219,00 | 204,00 | 204,00 | 200 |
| 273 | 10 | 273,00 | 254,00 | 254,00 | 250 |
Диаметры и другие характеристики трубы из нержавеющей стали
| Проход, мм | Диаметр наружн., мм | Толщина стенок, мм | Масса 1 м трубы (кг) | |||
| стандартных | усиленных | стандартных | усиленных | |||
| 10 | 17 | 2.2 | 2.8 | 0.61 | 0.74 | |
| 15 | 21.3 | 2.8 | 3.2 | 1.28 | 1.43 | |
| 20 | 26.8 | 2.8 | 3.2 | 1.66 | 1.86 | |
| 25 | 33.5 | 3.2 | 4 | 2.39 | 2.91 | |
| 32 | 42.3 | 3.2 | 4 | 3.09 | 3.78 | |
| 40 | 48 | 3.5 | 4 | 3.84 | 4.34 | |
| 50 | 60 | 3.5 | 4.5 | 4.88 | 6.16 | |
| 65 | 75.5 | 4 | 4.5 | 7.05 | 7.88 | |
| 80 | 88.5 | 4 | 4.5 | 8.34 | 9.32 | |
| 100 | 114 | 4.5 | 5 | 12.15 | 13.44 | |
| 125 | 140 | 4.5 | 5.5 | 15.04 | 18.24 | |
| 150 | 165 | 4.5 | 5.5 | 17.81 | 21.63 | |
Какую трубу считать малой - средней -большой?
Даже в серьезных источниках мне приходилось наблюдать фразы типа: «Берем любую трубу среднего диаметра и…», но какой этот средний диаметр никто не указывает. Чтобы разобраться, стоит сначала понять на какой диаметр нужно ориентироваться: он может быть внутренним и внешним. Первый важен при расчете транспортировочной способности воды или газа, а второй для определения возможности выдерживать механические нагрузки.
Внешние диаметры:
- От 426 мм считается большим;
- 102-246 называют средним;
- 5-102 классифицируется, как маленький.
Что касается внутреннего диаметра, то лучше заглянуть в специальную таблицу(см. выше).
Как узнать диаметр трубы? Измерить!

Этот странный вопрос почему то часто приходит на e-mail и я решил дополнить материал абзацем про замер.
В большинстве случаев при покупке достаточно посмотреть маркировку или задать вопрос продавцу. Но случается, что нужно делать ремонт одной из коммуникационных систем путем замены труб, и изначально неизвестно какой диаметр имеют уже установленные. Способов определения диаметра есть несколько, но мы перечислим только самые простые:
- Вооружитесь рулеткой или летной (женщины такими измеряют талию). Оберните ее вокруг трубы и запишите замер. Теперь для получения искомой характеристики достаточно полученную цифру разделить на 3.1415 - это число Пи.
Пример:
Представим, что в обхвате ваша труба 6 см . Ее диаметр будет составлять: 6 х 3.1415= 18.85 мм . - После получения наружного диметра можно узнать и внутренний. Только для этого необходимо знать толщину стенок (при наличии разреза просто измерьте рулеткой или другим приспособлением с миллиметровой шкалой). Допустим, что толщина стенок 1 мм. Эта цифра умножается на 2 (если толщина 3 мм, то тоже умножается на 2 в любом случае) и отнимается от внешнего диаметра (18.85- (2 х 1 мм) = 16.85 мм)
.
Отлично, если дома есть штангенциркуль. Труба просто обхватывается измерительными зубами. Нужное значение смотрим на двойной шкале.
Виды стальных труб по способу их производства

- Электросварные (прямошовные)
. Для их изготовления применяют штрипс или листовую сталь, которые на специальном оборудовании изгибаются в нужном диаметре, а затем концы соединяются с помощью сварки. Воздействие электросварки гарантирует минимальную ширину шва, что делает возможным их применение для сооружения газопроводов или водопроводов. Металл в большинстве случаев углеродистый или низколегированный.
Показатели готовых изделий регламентируются следующими документами: ГОСТ 10704-91, ГОСТ 10705-80 ГОСТ 10706-76 .
При этом обратите внимание, что труба, изготовленная согласно стандарту 10706-26 отличается максимальной прочностью среди себе подобных - после создания первого соединительного шва он укрепляется еще четырьмя дополнительными (2 внутри и 2 снаружи). В нормативной документации указываются диаметры изделий, произведенных путем электросварки. Их величина от 10 до 1420 мм.
- Спиральношовные
. Материалом для производства служит сталь в рулонах. Продукция также характеризуется наличием шва, но в отличие от предыдущего способа производства он шире, а значит, способность выдерживать высокое внутреннее давление ниже. Поэтому их не применяют для сооружения газопроводных систем.
Регламентируется конкретный вид труб ГОСТом под номером 8696-74 .
- Бесшовные
. Производство конкретного вида подразумевает деформацию специально подготовленных заготовок из стали. Процесс деформации может выполняться как под воздействием высоких температур, так и холодным способом (ГОСТ 8732-78, 8731-74 и ГОСТ 8734-75 соответственно). Отсутствие шва положительно сказывается на прочностных характеристиках - внутреннее давление равномерно распределяется по стенкам (нет «ослабленных» мест).
Что касается диаметров, то нормативы контролируют их изготовление со значением до 250 мм. Покупая продукцию с размерами, превышающими указанные, приходится рассчитывать только на добросовестность производителя.
Важно знать!
При желании купить максимально прочный материал, покупайте бесшовные трубы холодной формовки. Отсутствие температурных воздействий положительно сказывается на сохранении изначальных характеристик металла. Также, если важным показателем является способность выдерживать внутренние давления, то выбирайте круглые изделия. Профильные трубы лучше справляются с механическими нагрузками (из них хорошо изготавливают металлические каркасы и т. п.).
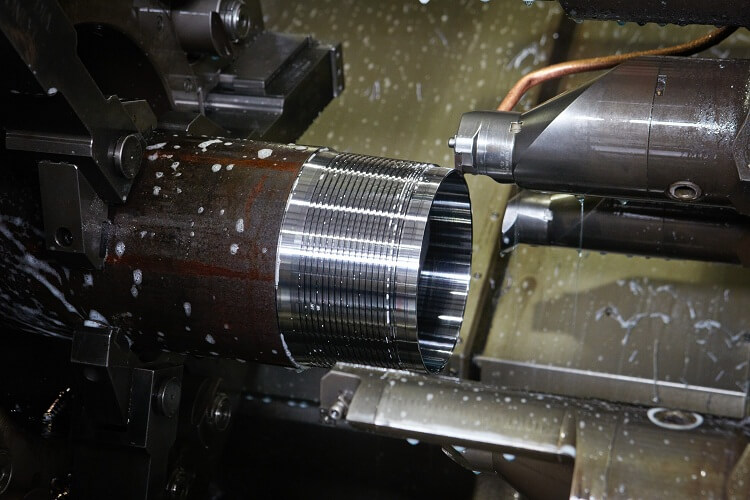
Вашему вниманию ещё пара отличных слайдов креативной рекламы производителя труб:
Такие параметры, как качество трубной резьбы, ее соответствие оси трубы играют ключевую роль в установке водопроводных и отопительных систем. В некоторых случаях применяется нарезание плашкой своими руками. Нужно сказать, что данная работа трудна, неэффективна и отбирает много времени. Лучше производить нарезание резцом посредством токарного станка.
Общая информация о резьбе
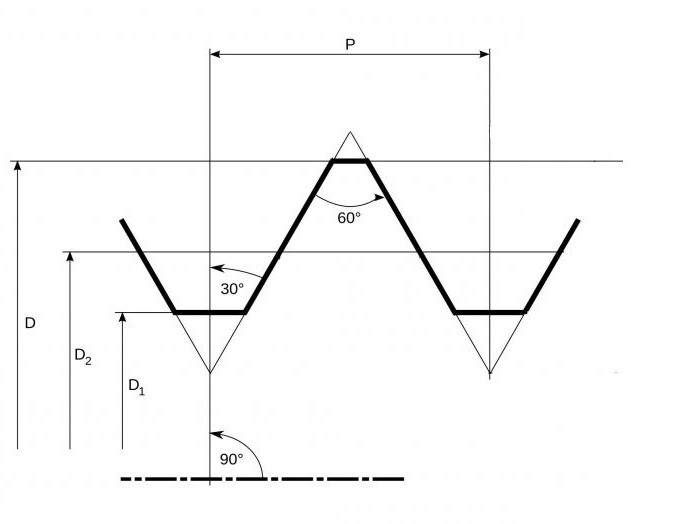
Трубная резьба – это выступы и впадины с одинаковым сечением, равномерно размещенные на поверхности цилиндрической или конической формы (к примеру, гайки, винты, болты). Располагаются они по винтовой линии с одинаковым шагом.
В быту обычно используются детали с цилиндрической резьбой. Однако есть и иные ее виды. Есть два определяющих параметра метрической резьбы: шаг и диаметр. Дюймовая резьба носит такое название, так как ее определяющими характеристиками является диаметр, выражающийся в дюймах или долях дюйма. Также важным параметром в этом случае считается число витков, расположенных на длине дюйма. Размер в дюймах обозначает просвет в элементе, наружный же диаметр детали имеет большие размеры.
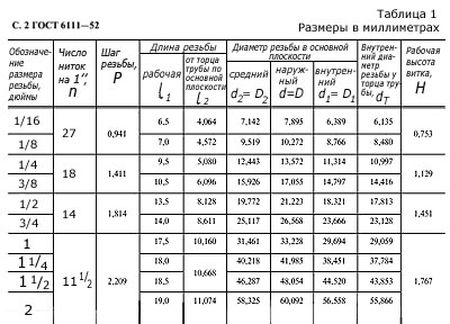
Таблица резьбы трубы по ГОСТу
Важно: Один дюйм равняется 2,54 см. Есть также еще одна единица измерения – трубной дюйм. Равен он 33, 249 мм. Что собой представляет данная дюймовая единица измерения? Вывели ее так: к величине в дюймах добавили величину, характеризующую толщину обеих стенок трубы.
Существует два вида труб, параметром для классификации которых служит трубной дюйм:
- Изделие с наружным диаметром 33, 249 мм;
- Изделие с наружным диаметром 21,25 мм.
Дюймовая резьба – это совокупность параметров, необходимых для соединения труб, фитингов и иных деталей. От метрической, помимо всего прочего, она отличается такими особенностями, как:
- Заостренные гребни-впадины;
- Закругленные вершины возвышенностей.

Размеры
В бытовых условиях чаще всего можно встретить трубы со следующими параметрами и размерами, определяемыми ГОСТ:
- Резьба 14 ниток на 1 дюйм. При этом шаг равняется 1,814 мм. Диаметр может составлять ½ или ¾;
- 11 ниток на 1 дюйм. При этом шаг равняется 2,309 мм. Диаметр может составлять 1, 1 ¼, 1 1/2, 2.
Дюймовая резьба выполняется только на трубопроводах, размеры которых не превышают 6″. Если параметры трубы больше, монтируется в систему она посредством сварочных работ. Ее обозначения по ГОСТ: G (значение прохода элементов, обозначенное в дюймах), А, В (степень точности диаметров).

Для выбора труб с дюймовой нарезкой требуется знание множества параметров. Для этой цели существует ряд таблиц, в которых указаны все важные значения. Существуют таблицы, из которых можно узнать шаги и их соотношение с нитками на один дюйм. Так вы сможете быстро и просто ознакомиться со всей необходимой информацией. Все нужные таблицы вы найдете на нашем сайте. Они помогут в работе с трубами не только любителям, но и профессионалам.
Качество нарезки, которая выполняется на трубопроводе, ее соответствие диаметру трубного изделия – это все имеет большое значение при установке водопроводной либо отопительной системы. Нарезать дюймовую резьбу плашкой не очень удобно. Гораздо проще использовать специальное станочное устройство.
Особенности
Нарезка представляет собой винтовое углубление с неизменным шагом резьбы и сечением. Она выполняется на изделиях, имеющих форму конуса, цилиндра (болтовые, винтовые элементы), на деталях, которые соединяются с подобными изделиями (гайки).
В повседневной жизни люди обычно встречаются с цилиндрическим резьбовым соединением на трубах. Кроме резьбы, шаг которой измеряется в миллиметрах, в РФ распространена дюймовая резьба.
Ключевые параметры метрической нарезки – это шаг (дистанция между углублениями либо гребенками, которая измеряется продольно оси изделия) и диаметр.
Дюймовая резьба характеризуется диаметром, который измеряется в дюймах, количеством завитков на 1 дюйм. Как выполняется перевод размера резьбы в мм из дюймов? Для подобного перевода нужно осуществить умножение размера дюймовой резьбы на 25,4.

Чем еще дюймовое резьбовое соединение различается с метрическим? Отличия заключаются в том, что резьба дюймовая располагает:
- заостренными гребенками;
- округлыми вершинами резьбовых ниток.
Нарезки, используемые в повседневной жизни
В бытовых условиях чаще всего используются трубные изделия с такими видами нарезок:
- Четырнадцать ниток на дюйм (шаг равен 1,815 мм).
- Одиннадцать ниток на дюйм (шаг равен 2,310 мм).
Чтобы установить вид и шаг дюймовой резьбы, применяют предмет, называемый резьбомером. Кроме того, возможно использовать обыкновенную линейку, штангенциркуль.

Калибровочным элементом может послужить муфтовая, штуцерная деталь. На ней должна быть выполнена нарезка, располагающая размером, который соответствует диаметру дюймовой резьбы. Деталь закручивают в резьбовое соединение. Если никаких сложностей не возникло, она крепко засела в трубном изделии, значит, измерение можно заканчивать. В противном случае выполняют повтор процедуры с другой калибровочной деталью.
С резьбомером все еще легче. Его измеряющие пластинки напоминают комплект пилочек. Данные пилочки необходимо придавить к нарезке, выполненной на изделии либо внутри его. Если профиль пластинки совпал с трубным, это обозначает, что размер дюймовой резьбы такой же, как и у пилочки.
Штангенциркулем возможно замерить только наружный размер нарезки. Ввиду этого наилучшими приспособлениями для установления шага и размера нарезки считаются калибровочные детали, резьбомеры.
 В действительности, разумеется, мало кто сможет достичь безукоризненно точного соблюдения размеров резьбы. Однако вы можете рассчитывать на создание качественной нарезки, если будете руководствоваться минимум одним символом, стоящим в дробной части числа.
В действительности, разумеется, мало кто сможет достичь безукоризненно точного соблюдения размеров резьбы. Однако вы можете рассчитывать на создание качественной нарезки, если будете руководствоваться минимум одним символом, стоящим в дробной части числа.
Нарезание
Если нарезание осуществляется ручным методом, а не посредством станочного устройства, это может вызвать определенные сложности, в особенности тогда, когда наружный диаметр резьбы превышает 1 дюйм.
Лучше всего использовать особое устройство для создания резьбового соединения. Называется оно «клупп». Клупп заключает в себе корпус с парой рукоятей. В нем размещаются передвижные гребни, которые можно регулировать. Посредством гребенок выполняется постепенное углубление клуппа.
Кроме того, возможно применять сменяемые гребни с полным/неполным резьбовым профилем. Они стоят не слишком дешево, потому купить их может не каждый. Можно воспользоваться обычной плашкой, посредством которой создается нарезка.
При кручении держателя плашки по часовой стрелке выполняется его навинчивание на нарезку, которая имеется на втулочном элементе. Втулка фиксируется на трубном изделии при помощи 3 болтовых элементов. У данного приспособления есть бесспорный плюс: не нужно делать упор в трубное изделие в начале нарезания.

Ручное создание нарезки проходит так:
- трубное изделие закрепляется в тисках, метчик устанавливается в вороток, плашка – в держатель;
- плашку устанавливают на трубное изделие, а метчик – внутрь него. Затем, прокручивая рукоятки воротка либо держателя, выполняют ввинчивание/навинчивание метчика/плашки в/на трубное изделие;
- если необходимо, процедуру повторяют не один раз до тех пор, пока в трубном изделии не будет прорезано углубление, которое равно высоте резьбового профиля.
Конечно, создание нарезки снаружи и внутри проходит не параллельно, а поочередно.
Нарезание посредством станочного устройства осуществляется таким образом:
- трубное изделие закрепляют в патроне токарного устройства. В суппортном элементе должен быть установлен резец, соответствующий диаметру резьбы в дюймах;
- устройство запускают, в трубном изделии создают фаску;
- после нарезания фаски выполняют подвод инструмента к наружной/внутренней части трубы, запускают подачу резьбы. Перед этим настраивают быстроту передвижения суппортного элемента.
Безусловно, и плашку, и метчик возможно применять на станочном устройстве, закрепляя их в передней/задней бабке. Однако стоит учесть тот факт, что параметры дюймовой резьбы, созданной резцовым инструментом, будут более точными.
Заключение
Для закрепления материала ознакомьтесь с таблицей размеров дюймовой резьбы. Она заключает в себе данные ГОСТ (ГОСТ – принятый в России стандарт). Помните, что не все нарезки распространены в России. Например, UNC и UNF обычно используются в Соединенных Штатах Америки, Канаде.
Не забывайте, что иногда нужно выполнять перевод размеров из одних единиц в другие. Для перевода миллиметров в дюймы необходимо размер нарезки, например, UNF (UNF – унифицированная мелкая резьба) поделить на 25,4.
Ничего страшного, если вы допустите ошибку, делая резьбовое соединение в домашних условиях. Это рабочим на производстве нужно соблюдать ГОСТ. Вы же вольны практиковаться выполнять нарезку на ненужных деталях.
Такой справочный материал как таблица трубной резьбы должен быть под рукой практически у каждого мастера, ведь для ряда сантехнических работ знание диаметра и других характеристик резьбы просто необходимо.
Именно поэтому данную статью мы решили посвятить этому, казалось бы, довольно узкому – но все же очень важному вопросу.
Типы резьбы
Характеристики резьбы
Резьба как таковая представляет собой последовательность винтовых канавок с постоянной величиной сечения и шага, которые наносятся на поверхности цилиндрической либо же конической формы. Резьба применяется для обустройства различного назначения.
Резьба характеризуется такими показателями как:
- Единиц измерения диаметра
- Расположение
- Профиль резьбообразующей поверхности
- Направление
- Число заходов резьбы
Представляет собой достаточно обособленную группу стандартов, которые регламентируют параметры соединения с использованием труб из различного материала. Ниже мы рассмотрим несколько типов трубных резьб.
Цилиндрическая трубная резьба
Резьба трубная цилиндрическая Также известна как резьба Витворда. (BritishStandardWhitworth). Данный вид резьбы применяется для цилиндрического резьбового соединения, а также – при соединении внутренней цилиндрической и наружной .

Параметры данного типа резьбы следующие:
- Обозначение формы профиля – резьба дюймовая (профиль резьбы в форме равнобедренного треугольника с верхним углом 55 градусов)
- Наибольший диаметр трубы для резьбового соединения – 6 дюймов
Обратите внимание!
Для соединения труб диаметром более 6 дюймов следует использовать сварное соединение.
Коническая трубная резьба
Резьба этого типа используется для трубного конического соединения, а также для стыковки внутренней цилиндрической резьбы с наружной конической.
Функцию уплотнения в данном случае использует сама резьба, при этом обязательным является использование герметика.

Характеристики резьбы:
- Резьба дюймового типа с конусностью
- Буквенный индекс резьбы указывает не ее тип (R – наружная резьба и Rc – внутренняя резьба, LH – левая резьба)
Резьба круглая (для санитарно-технической арматуры)
Круглая резьба для сантехнической арматуры применяется там, где необходимо обустройство часто разъемных соединений. Благодаря конструктивным особенностям данный тип резьбы отличается длительным сроком службы и высокой сопротивляемостью к нагрузкам (даже весьма значительным).
Круглая резьба используется в таких элементах как:
- Смесители
- Краны
- Вентили
- Шпиндели
Допускается применение данного типа резьбы в элементах, которые работают в загрязненной среде.

Данный тип резьбы расшифровывается как National pipe thread и соответствует американскому стандарту трубных резьб NSI/ASME B1.20.1. Резьба NPSM относится к цилиндрическим дюймовым резьбам (профиль резьбы в форме треугольника с углом в 60 градусов) и производится в диапазоне от 1/16 дюйма до 24 дюймов.

Обратите внимание!
Данный тип резьбы не следует путать с резьбой NPT, которая является американским стандартом конической трубной резьбы и используется для обеспечения повышенной надежности соединения труб под высоким давлением.
Естественно, здесь мы рассмотрели лишь наиболее часто встречающиеся типы трубных резьб. Однако и этой информации будет вполне достаточно для тех, кто будет самостоятельно обустраивать трубные соединения. Ну, а чтобы необходимая информация всегда была под рукой, ниже мы приведем нужный каждому мастеру справочный материал.
Трубные резьбы: таблица
В этом разделе приводится таблица трубных резьб, содержащая информацию об основных параметрах трубных резьбовых соединений. Рекомендуем вам обращаться к этой таблице, занимаясь, к примеру, ремонтом санузла:
| Резьба, дюймов | Размеры, мм | Число ниток |
||||||
| шаг резьбы | высота профиля | |||||||
| наружный | внутренний | средний | ||||||
Позволяющих производить сборочно-разборочные работы без повреждения целостности конструкций, машин и механизмов. Основой такого соединения служит нанесенная на две или больше поверхностей тел вращения резьба, которая, в основном, подразделяется в зависимости от описанных ниже показателей. Классификация резьб представлена в таблице ниже.
Резьба метрическая
Винтовая нарезка на или в материале, имеющая профиль зуба в виде равнобедренного треугольника, - это метрическая резьба, размеры ее измеряются в миллиметрах. По форме поверхности нанесения эта резьба является цилиндрической, но может быть и конической.
Последняя наиболее популярна в использовании, особенно для следующих средств крепежа:
- болты;
- анкеры;
- винты;
- метизы;
- шпильки;
- гайки и прочее.

Винтовая нарезка, нанесенная на основу конической формы, называется метрической конической резьбой. Она применяется в местах, требующих быстрого стопорения соединений, без дополнительной герметизации и с прекращением подтекания простым подтягиванием по оси. Используется при устройстве пробок и соединений трубопроводов:
- масляных;
- нефтяных;
- газовых;
- водяных;
- воздушных.
Немаловажно знать, что коническая и цилиндрическая резьбы имеют одинаковый профиль, что позволяет свинчивать их между собой. Метрические резьбы классифицируются по размерам, направлению вращения, шагу и дополнительным параметрам, которые отражаются в маркировке.
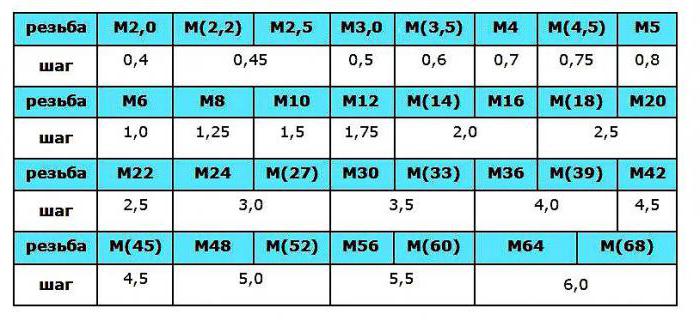
Размеры метрических резьб
Разброс величин диаметров этой резьбы в промышленности имеет диапазон от 0,25 до 600 мм, причем при диаметре более 68 мм резьба будет только мелкой, тогда как до этой величины ― варьируется. Резьба с крупным шагом применяется в соединениях, находящихся под большой и ударной нагрузкой. Также интересно то, что у крупной резьбы шаг всегда фиксирован по отношению к диаметру, в отличии от мелкого, который может меняться, что отдельно и дополнительно указывается при маркировке.

Например, если в технических документах или чертежах в местах соединения деталей встречается «М16», это значит, что под буквой М понимается метрическая резьба. Размеры внешнего диаметра витков ― 16 мм, и крупный шаг стандартной резьбы ― 2 мм, согласно сведениям, указанным в таблице (резьба второго ряда указана в скобках). Итак, основные размеры (ГОСТ 24705-2004).
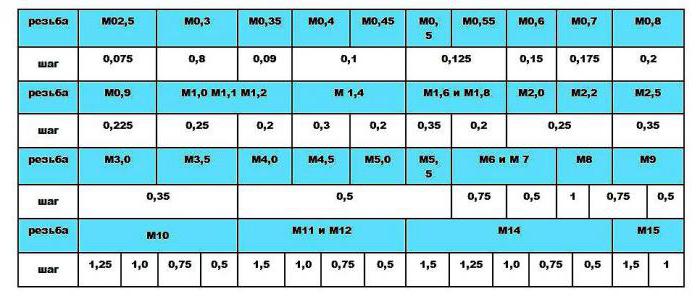
Резьбы мелкого шага
В маркировке мелкий шаг указывается после диаметра. Это выглядит так: «М16×0,5», где, как уже известно, М ― метрическая резьба. Размеры внешнего диаметра равны 16 мм, с величиной шага ― 0,5 мм. Интересно, что после диаметра в 2 мм разница между резьбовым шагом становится существенно заметной, приводя к разделению. Причем изделия равного диаметра имеют несколько видов шага мелкой резьбы, как у рассмотренного в 16 мм:
- 1,5 мм;
- 1,0 мм;
- 0,75 мм;
- 0,5 мм.
В качестве примера приводится часть таблицы, позволяющая понять и наглядно оценить диапазон мелких резьб, без учета крупного шага, рассмотренных ранее.
Резьба метрическая: основные размеры (ГОСТ 24705-2004)
Указываемые параметры
В многозаходных резьбах шаг указан отдельно (в скобках), а на его месте указывается количество заходов. Вот как этот и другие дополнительными параметры указываются при маркировке:
- (P1) — где P - это шаг в 1 мм, а витков - 3 (пример: M42×3(P1));
- LH — левая резьба (пример: M40×2LH);
- МК — метрическая резьба коническая (пример: МК24х1,5);
- EG-M или GM,где G обозначает резьбу на цилиндрической основе проволочной вставки или фитинга (пример: EPL 6-GM5);
- g,h,H — поле допусков, составляет допуск среднего диаметра в сочетании с диаметром выступа (пример: М12-6g), а при разных допусках внутреннего и внешнего диаметров в маркировке обозначаются оба допуска (пример: М12-6g/8H).
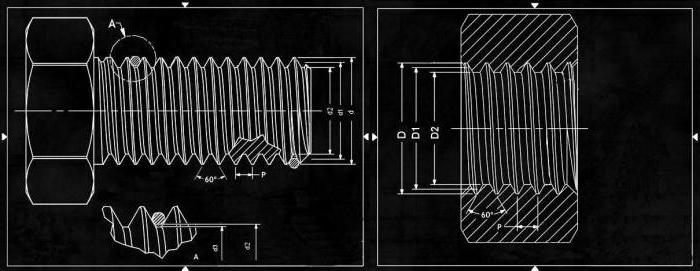
Диаметры резьбы
Есть показатели, указываемые в сводных таблицах, которые важно учитывать в случаях, когда рассматривается метрическая резьба — размерыдиаметров:
- внешний (D и d);
- внутренний (D 1 и d 1);
- средний (D 2 и d 2);
- внутренний по дну впадины (d 3).
При широком применении в резьбовом соединении скользящей посадки большую важность приобрел средний диаметр, причем в случаях равенства значений, наибольшего d 2 болта и наименьшего D 2 гайки.
Большими буквами D обозначаются показатели диаметров внутренних резьб, а нанесенных на внешнюю поверхность деталей обозначаются маленькими буквами — d. Цифры указывают на местоположение. Степень точности полей допуска классифицируется буквенными символами: Е, F, G, H, d, е, f, g, h, и, как в диаметрах, на расположение указывает величина буквы.
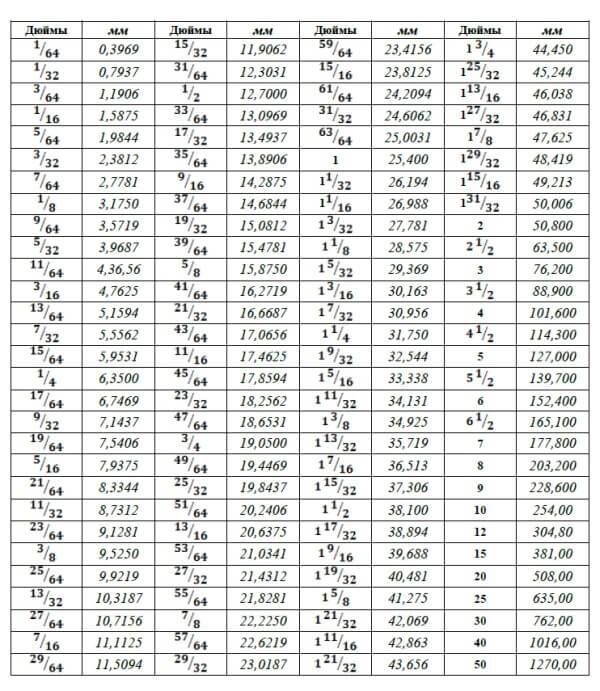
Соотношение метрических и дюймовых резьб
В отличии от европейских и близких к ним стран, где после правления Наполеона получила распространение метрическая система, в странах бывших колоний Британии и ее сателлитах все измерения происходят в имперской системе. В этой системе измерение резьб и их соединений производятся в дюймах.
Винтовая нарезка, имеющая профиль зуба в виде равнобедренного треугольника, с величиной угла вершины в 55 град. (в UTS-стандарте для США и Канады — 60 град.), называется дюймовой резьбой, ее размеры задаются в дюймах, а шаг — в количестве витков на один дюйм (1"= 24,5 мм). Такие крепежные резьбы изготавливаются в диапазоне от 3/16", при обозначении указывается только наружный диаметр.

Размеры дюймовых и метрических резьбзамеряются штангенциркулем, и если в случае метрической резьбы этого будет достаточно, то в дюймовой после измерения пользуются специальной таблицей. При измерении резьб используют специальные шаблоны, но есть и народный способ измерения шага: если, обернув листом бумаги резьбу, несколько раз прокрутить изделие, на бумаге отпечатается след, позволяющий сделать замер линейкой. При использовании в качестве бумаги тетрадного листа в клеточку необходимость в линейке отпадает — достаточно посчитать количество отметок в 2 клеточках (1 см) и разделить на 10.
![]()
Размеры отверстий
Получение резьб происходит благодаря:
- холодному накатыванию роликами и головками;
- резанию резцами, гребенками или фрезами;
- нарезанию плашками или метчиками;
- точному литью;
- абразивной или электроэрозионной обработке.

Для нарезания внешних резьб заготовке придают цилиндрическую форму и снимают фаску, а под внутреннюю сверлят немного меньшее, чем необходимая резьба метрическая (размеры) отверстие, но большее, чем ее внутренний диаметр. Ведь, определяя размеры отверстий под метрическую резьбу, необходимо учитывать, что при нарезке насечки внутри происходит частичное выдавливание материала, впоследствии участвующего в образовании резьбового профиля. Немаловажно считаться и со свойствами материала, в котором производится сверление, уменьшая размер сверла на 0,1 мм.
Размеры гаек с метрической резьбой
Гайка — одна из составных частей крепежных элементов, имеющая внутреннюю резьбу. Они разнятся по высоте относительно диаметра и прочности, по назначению и конфигурации. Самое широкое применение имеют гайки под ключ или шестигранные, вот их перечень с указанием ГОСТов:
- ГОСТ 5915-70 — средних размеров;
- ГОСТ 15523-70 — высокая;
- ГОСТ 22354-77 — повышенной прочности;
- ГОСТ 5916-70 — низкая гайка с углублением;
- ГОСТ 10605-94 — под диаметр резьбы более 48 мм.

Существует немало гаек и специального назначения, вот примеры некоторых и их ГОСТы:
- колпачкового типа (шестигранная) — ГОСТ 11860-85;
- для ручного завинчивания (гайки-барашки) — ГОСТ 3032-74 ;
- прорезные корончатые — ГОСТ 5919-73;
- округлые со шлицем — ГОСТ 11871-88, ГОСТ 10657-80;
- круглая, с торцевыми, радиальными отверстиями — ГОСТ 6393-73;
- для такелажных работ (рым-гайки) — ГОСТ 22355 (DIN580, DIN 582).
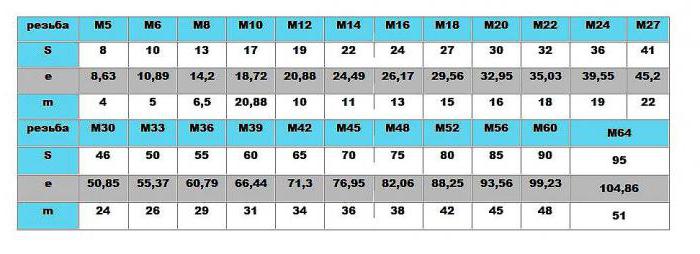
Самым важным параметром соединений с помощью резьбы является соответствие гаек и резьбы. Значения более востребованных резьб с крупным шагом указаны в таблице ниже, где S — размер под ключ, e — ширина гайки, а m — ее высота.
Таблица соответствия резьб и гаек (ГОСТ 5915-70 и ГОСТ 10605-94)
Стандарты
Основные резьбовые размеры подчиняются ГОСТу 24705-2004, который модифицирует стандарт — ИСО 724:1993 (международная классификация). Данный ГОСТ с 1 июля 2005 г. является государственным стандартом РФ и учитывает интересы экономики еще 12 стран, ранее входящих в состав СССР, которые за него проголосовали. Под его действие подпадают размеры метрических резьб ГОСТ 9150 широкого назначения, а также диаметры и шаги ГОСТа 8724.
По нормам взаимозаменяемости настоящий ГОСТ ссылается на нижеперечисленные международные и национальные системы стандартов:
- ГОСТ 8724—2002 (ISO 261—1998);
- ГОСТ 9150—2002 (ISO 68-1:1998);
- ГОСТ 11708—82;
- ГОСТ 16093—2004(ISO 965-1:1998 и ISO 965-3:1998).
Этот ГОСТ закрепляет все основные размеры, возможные допуски, терминологию и формулы вычисления диаметров:
- D 2 = D - 2 x 3/8 H = D - 0,6495 P;
- d 2 = d - 2 x 3/8 H = d - 0,6495 P;
- D 1 = D - 2 x 5/8 H = D - 1,0825 P;
- d 1 = d - 2 x 5/8 H = d - 1,0825 P;
- d 3 = d - 2 17/24 H= d - 1,2267 P.
Трудно представить себе современную жизнь без машин и механизмов, еще труднее представить технику без разъемных соединений, которые обеспечивает резьба. Эффективность, относительная простота изготовления и комфортное использование обеспечили резьбовым соединениям почетное место в мировой истории.