Её величество труба! Безусловно, она делает нашу жизнь лучше. Примерно так:
Ключевая характеристика любой цилиндрической трубы - это её диаметр. Он может быть внутренним (Dу ) и наружным (Dn ). Диаметр трубы измеряется в миллиметрах, но единица измерения трубной резьбы - дюйм. И вот на стыке метрической и забугорной систем измерения как правило возникает больше всего вопросов. Кроме того,реально существующий размер внудреннего диаметра часто не совпадает с Dy .
Давайте подробнее разберемся как нам с этим дальше жить. Трубной резьбе посвящена отдельная статья . Читайте также про профильные трубы , которые используются для возведения конструкций.
Дюймы против мм. Откуда путаница и когда необходима таблица соответствия

Трубы, диаметр которых обозначается дюймами (1", 2" ) и/или долями дюймов (1/2", 3/4" ), являются общепринятым стандартом в водо - и водогазоснабжении.
А трудность в чем?
Снимите размеры с диаметра трубы 1" (о том как измерять трубы написано ниже) и вы получите 33,5 мм , что естественно не совпадает с классической линейной таблицей перевода дюймов в мм ( 25.4 мм ).
Как правило монтаж дюймовых труб проходит без затруднений, но при их замене на трубы из пластика, меди и нержавеющей стали возникает проблема - несоответствие размера обозначенного дюйма (33,5 мм ) к его реальному размеру (25,4 мм ).
Обычно этот факт вызывает недоумение, но если глубже заглянуть в процессы происходящие в трубе, то логика несоответствия размеров становится очевидна и непрофессионалу. Все довольно просто - читайте дальше.
Дело в том, что при создании водного потока ключевую роль играет не внешний, а внутренний диаметр и по этой причине для обозначения используется именно он. Однако несоответствие обозначаемых и метрических дюймов все равно остается, т. к. внутренний диаметр стандартной трубы составляет 27,1 мм , а усиленной - 25,5 мм . Последнее значение стоит довольно близко к равенству 1""=25,4 но все же им не является.
Разгадка состоит в том, что для обозначения размера труб применяется номинальный, округленный до стандартного значения диаметр (условный проход Dy
). Величина условного прохода подбирается так, чтобы пропускная способность трубопровода увеличивалась от 40 до 60%
в зависимости от роста величины индекса.
Пример:
Наружный диаметр трубной системы равен 159 мм, толщина стенки трубы 7 мм. Точный внутренний диаметр будет равен D = 159 - 7*2= 145 мм. При толщине стенки 5 мм размер составит 149 мм. Однако, как в первом так и во втором случае условный проход будет иметь один номинальный размер 150 мм.
В ситуациях с пластиковыми трубами для решения проблемы несоответствующих размеров используются переходные элементы. При необходимости заменить или состыковать дюймовые трубы с трубами, выполненными по реальным метрическим размерам - из меди, нержавейки, алюминия, следует брать во внимания и наружный, и внутренний диаметры.
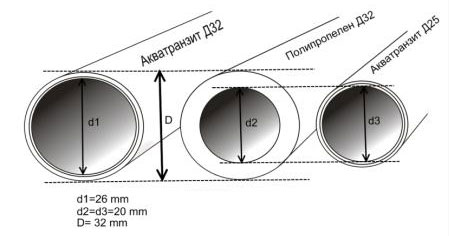
Таблица соответствия условного прохода дюймам
| Ду | Дюймы | Ду | Дюймы | Ду | Дюймы |
| 6 | 1/8" | 150 | 6" | 900 | 36" |
| 8 | 1/4" | 175 | 7" | 1000 | 40" |
| 10 | 3/8" | 200 | 8" | 1050 | 42" |
| 15 | 1/2" | 225 | 9" | 1100 | 44" |
| 20 | 3/4" | 250 | 10" | 1200 | 48" |
| 25 | 1" | 275 | 11" | 1300 | 52" |
| 32 | 1(1/4)" | 300 | 12" | 1400 | 56" |
| 40 | 1(1/2)" | 350 | 14" | 1500 | 60" |
| 50 | 2" | 400 | 16" | 1600 | 64" |
| 65 | 2(1/2)" | 450 | 18" | 1700 | 68" |
| 80 | 3" | 500 | 20" | 1800 | 72" |
| 90 | 3(1/2)" | 600 | 24" | 1900 | 76" |
| 100 | 4" | 700 | 28" | 2000 | 80" |
| 125 | 5" | 800 | 32" | 2200 | 88" |
Таблица. Внутренний и наружный диаметры. Стапьные водо/водогазoпроводные, эпектросварные прямошовные, стальные бесшовные горячедеформированные и полимерные трубы
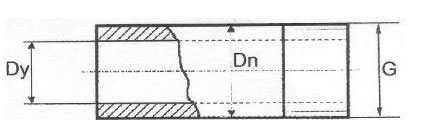
Таблица соответствия диаметра условного прохода, резьбы и наружных диаметров трубопровода в дюймах и мм.
|
Условный проход трубы Dy. мм |
Диаметр резьбы G". дюйм |
Наружный диаметр трубы Dn. мм |
||
|
Трубы стапьные водо/водогазoпроводные ГОСТ 3263-75 |
Трубы стальные эпектросварные прямошовные ГОСТ 10704-91. Трубы стальные бесшовные горячедеформированные ГОСТ 8732-78. ГОСТ 8731-74 (ОТ 20 ДО 530 мл) |
Полимерная труба. ПЭ, ПП, ПВХ |
||
ГОСТ
- государственый стандарт, используемый в тепло - газо - нефте - трубопроводах
ISO
- стандарт обозанчения диаметров, используется в сантехнических инженерных системах
SMS
- шведский стандарт диаметров труб и запорной арматуры
DIN / EN
- основной евросортамент для стальных труб по DIN2448 / DIN2458
ДУ (Dy)
- условный проход
Таблицы с размерами полипропиленовых труб представлены в следующей статье >>>
Таблица соответствия условного диаметра труб с международной маркировкой
| ГОСТ | ISO дюйм | ISO мм | SMS мм | DIN мм | ДУ |
| 8 | 1/8 | 10,30 | 5 | ||
| 10 | 1/4 | 13,70 | 6,35 | 8 | |
| 12 | 3/8 | 17,20 | 9,54 | 12,00 | 10 |
| 18 | 1/2 | 21,30 | 12,70 | 18,00 | 15 |
| 25 | 3/4 | 26,90 | 19,05 | 23(23) | 20 |
| 32 | 1 | 33,70 | 25,00 | 28,00 | 25 |
| 38 | 1 ¼ | 42,40 | 31,75 | 34(35) | 32 |
| 45 | 1 ½ | 48,30 | 38,00 | 40,43 | 40 |
| 57 | 2 | 60,30 | 50,80 | 52,53 | 50 |
| 76 | 2 ½ | 76,10 | 63,50 | 70,00 | 65 |
| 89 | 3 | 88,90 | 76,10 | 84,85 | 80 |
| 108 | 4 | 114,30 | 101,60 | 104,00 | 100 |
| 133 | 5 | 139,70 | 129,00 | 129,00 | 125 |
| 159 | 6 | 168,30 | 154,00 | 154,00 | 150 |
| 219 | 8 | 219,00 | 204,00 | 204,00 | 200 |
| 273 | 10 | 273,00 | 254,00 | 254,00 | 250 |
Диаметры и другие характеристики трубы из нержавеющей стали
| Проход, мм | Диаметр наружн., мм | Толщина стенок, мм | Масса 1 м трубы (кг) | |||
| стандартных | усиленных | стандартных | усиленных | |||
| 10 | 17 | 2.2 | 2.8 | 0.61 | 0.74 | |
| 15 | 21.3 | 2.8 | 3.2 | 1.28 | 1.43 | |
| 20 | 26.8 | 2.8 | 3.2 | 1.66 | 1.86 | |
| 25 | 33.5 | 3.2 | 4 | 2.39 | 2.91 | |
| 32 | 42.3 | 3.2 | 4 | 3.09 | 3.78 | |
| 40 | 48 | 3.5 | 4 | 3.84 | 4.34 | |
| 50 | 60 | 3.5 | 4.5 | 4.88 | 6.16 | |
| 65 | 75.5 | 4 | 4.5 | 7.05 | 7.88 | |
| 80 | 88.5 | 4 | 4.5 | 8.34 | 9.32 | |
| 100 | 114 | 4.5 | 5 | 12.15 | 13.44 | |
| 125 | 140 | 4.5 | 5.5 | 15.04 | 18.24 | |
| 150 | 165 | 4.5 | 5.5 | 17.81 | 21.63 | |
Какую трубу считать малой - средней -большой?
Даже в серьезных источниках мне приходилось наблюдать фразы типа: «Берем любую трубу среднего диаметра и…», но какой этот средний диаметр никто не указывает. Чтобы разобраться, стоит сначала понять на какой диаметр нужно ориентироваться: он может быть внутренним и внешним. Первый важен при расчете транспортировочной способности воды или газа, а второй для определения возможности выдерживать механические нагрузки.
Внешние диаметры:
- От 426 мм считается большим;
- 102-246 называют средним;
- 5-102 классифицируется, как маленький.
Что касается внутреннего диаметра, то лучше заглянуть в специальную таблицу(см. выше).
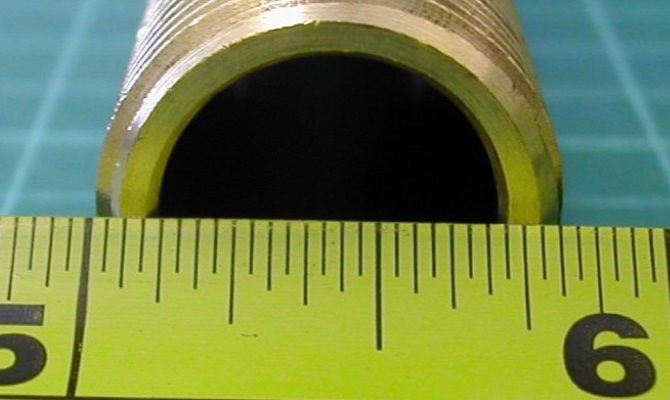
Как узнать диаметр трубы? Измерить!

Этот странный вопрос почему то часто приходит на e-mail и я решил дополнить материал абзацем про замер.
В большинстве случаев при покупке достаточно посмотреть маркировку или задать вопрос продавцу. Но случается, что нужно делать ремонт одной из коммуникационных систем путем замены труб, и изначально неизвестно какой диаметр имеют уже установленные. Способов определения диаметра есть несколько, но мы перечислим только самые простые:
- Вооружитесь рулеткой или летной (женщины такими измеряют талию). Оберните ее вокруг трубы и запишите замер. Теперь для получения искомой характеристики достаточно полученную цифру разделить на 3.1415 - это число Пи.
Пример:
Представим, что в обхвате ваша труба 6 см . Ее диаметр будет составлять: 6 х 3.1415= 18.85 мм . - После получения наружного диметра можно узнать и внутренний. Только для этого необходимо знать толщину стенок (при наличии разреза просто измерьте рулеткой или другим приспособлением с миллиметровой шкалой). Допустим, что толщина стенок 1 мм. Эта цифра умножается на 2 (если толщина 3 мм, то тоже умножается на 2 в любом случае) и отнимается от внешнего диаметра (18.85- (2 х 1 мм) = 16.85 мм)
.
Отлично, если дома есть штангенциркуль. Труба просто обхватывается измерительными зубами. Нужное значение смотрим на двойной шкале.
Виды стальных труб по способу их производства

- Электросварные (прямошовные)
. Для их изготовления применяют штрипс или листовую сталь, которые на специальном оборудовании изгибаются в нужном диаметре, а затем концы соединяются с помощью сварки. Воздействие электросварки гарантирует минимальную ширину шва, что делает возможным их применение для сооружения газопроводов или водопроводов. Металл в большинстве случаев углеродистый или низколегированный.
Показатели готовых изделий регламентируются следующими документами: ГОСТ 10704-91, ГОСТ 10705-80 ГОСТ 10706-76 .
При этом обратите внимание, что труба, изготовленная согласно стандарту 10706-26 отличается максимальной прочностью среди себе подобных - после создания первого соединительного шва он укрепляется еще четырьмя дополнительными (2 внутри и 2 снаружи). В нормативной документации указываются диаметры изделий, произведенных путем электросварки. Их величина от 10 до 1420 мм.
- Спиральношовные
. Материалом для производства служит сталь в рулонах. Продукция также характеризуется наличием шва, но в отличие от предыдущего способа производства он шире, а значит, способность выдерживать высокое внутреннее давление ниже. Поэтому их не применяют для сооружения газопроводных систем.
Регламентируется конкретный вид труб ГОСТом под номером 8696-74 .
- Бесшовные
. Производство конкретного вида подразумевает деформацию специально подготовленных заготовок из стали. Процесс деформации может выполняться как под воздействием высоких температур, так и холодным способом (ГОСТ 8732-78, 8731-74 и ГОСТ 8734-75 соответственно). Отсутствие шва положительно сказывается на прочностных характеристиках - внутреннее давление равномерно распределяется по стенкам (нет «ослабленных» мест).
Что касается диаметров, то нормативы контролируют их изготовление со значением до 250 мм. Покупая продукцию с размерами, превышающими указанные, приходится рассчитывать только на добросовестность производителя.
Важно знать!
При желании купить максимально прочный материал, покупайте бесшовные трубы холодной формовки. Отсутствие температурных воздействий положительно сказывается на сохранении изначальных характеристик металла. Также, если важным показателем является способность выдерживать внутренние давления, то выбирайте круглые изделия. Профильные трубы лучше справляются с механическими нагрузками (из них хорошо изготавливают металлические каркасы и т. п.).
Вашему вниманию ещё пара отличных слайдов креативной рекламы производителя труб:
Качество нарезки, которая выполняется на трубопроводе, ее соответствие диаметру трубного изделия – это все имеет большое значение при установке водопроводной либо отопительной системы. Нарезать дюймовую резьбу плашкой не очень удобно. Гораздо проще использовать специальное станочное устройство.
Особенности
Нарезка представляет собой винтовое углубление с неизменным шагом резьбы и сечением. Она выполняется на изделиях, имеющих форму конуса, цилиндра (болтовые, винтовые элементы), на деталях, которые соединяются с подобными изделиями (гайки).
В повседневной жизни люди обычно встречаются с цилиндрическим резьбовым соединением на трубах. Кроме резьбы, шаг которой измеряется в миллиметрах, в РФ распространена дюймовая резьба.
Ключевые параметры метрической нарезки – это шаг (дистанция между углублениями либо гребенками, которая измеряется продольно оси изделия) и диаметр.
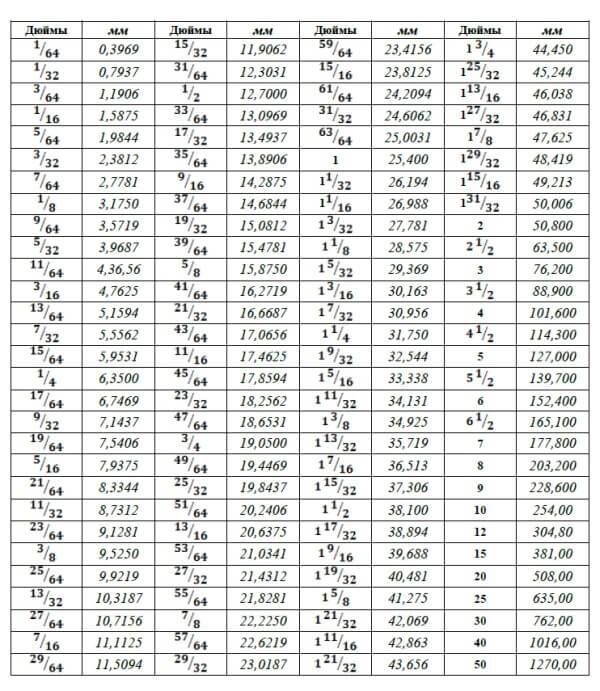
Дюймовая резьба характеризуется диаметром, который измеряется в дюймах, количеством завитков на 1 дюйм. Как выполняется перевод размера резьбы в мм из дюймов? Для подобного перевода нужно осуществить умножение размера дюймовой резьбы на 25,4.

Чем еще дюймовое резьбовое соединение различается с метрическим? Отличия заключаются в том, что резьба дюймовая располагает:
- заостренными гребенками;
- округлыми вершинами резьбовых ниток.
Нарезки, используемые в повседневной жизни
В бытовых условиях чаще всего используются трубные изделия с такими видами нарезок:
- Четырнадцать ниток на дюйм (шаг равен 1,815 мм).
- Одиннадцать ниток на дюйм (шаг равен 2,310 мм).
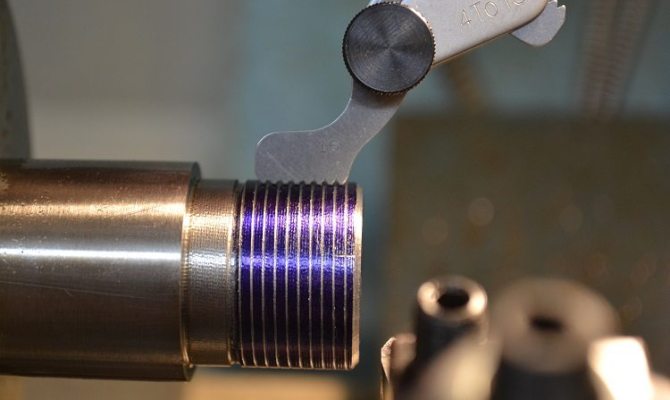
Чтобы установить вид и шаг дюймовой резьбы, применяют предмет, называемый резьбомером. Кроме того, возможно использовать обыкновенную линейку, штангенциркуль.

Калибровочным элементом может послужить муфтовая, штуцерная деталь. На ней должна быть выполнена нарезка, располагающая размером, который соответствует диаметру дюймовой резьбы. Деталь закручивают в резьбовое соединение. Если никаких сложностей не возникло, она крепко засела в трубном изделии, значит, измерение можно заканчивать. В противном случае выполняют повтор процедуры с другой калибровочной деталью.
С резьбомером все еще легче. Его измеряющие пластинки напоминают комплект пилочек. Данные пилочки необходимо придавить к нарезке, выполненной на изделии либо внутри его. Если профиль пластинки совпал с трубным, это обозначает, что размер дюймовой резьбы такой же, как и у пилочки.
Штангенциркулем возможно замерить только наружный размер нарезки. Ввиду этого наилучшими приспособлениями для установления шага и размера нарезки считаются калибровочные детали, резьбомеры.
 В действительности, разумеется, мало кто сможет достичь безукоризненно точного соблюдения размеров резьбы. Однако вы можете рассчитывать на создание качественной нарезки, если будете руководствоваться минимум одним символом, стоящим в дробной части числа.
В действительности, разумеется, мало кто сможет достичь безукоризненно точного соблюдения размеров резьбы. Однако вы можете рассчитывать на создание качественной нарезки, если будете руководствоваться минимум одним символом, стоящим в дробной части числа.
Нарезание
Если нарезание осуществляется ручным методом, а не посредством станочного устройства, это может вызвать определенные сложности, в особенности тогда, когда наружный диаметр резьбы превышает 1 дюйм.
Лучше всего использовать особое устройство для создания резьбового соединения. Называется оно «клупп». Клупп заключает в себе корпус с парой рукоятей. В нем размещаются передвижные гребни, которые можно регулировать. Посредством гребенок выполняется постепенное углубление клуппа.
Кроме того, возможно применять сменяемые гребни с полным/неполным резьбовым профилем. Они стоят не слишком дешево, потому купить их может не каждый. Можно воспользоваться обычной плашкой, посредством которой создается нарезка.
При кручении держателя плашки по часовой стрелке выполняется его навинчивание на нарезку, которая имеется на втулочном элементе. Втулка фиксируется на трубном изделии при помощи 3 болтовых элементов. У данного приспособления есть бесспорный плюс: не нужно делать упор в трубное изделие в начале нарезания.

Ручное создание нарезки проходит так:
- трубное изделие закрепляется в тисках, метчик устанавливается в вороток, плашка – в держатель;
- плашку устанавливают на трубное изделие, а метчик – внутрь него. Затем, прокручивая рукоятки воротка либо держателя, выполняют ввинчивание/навинчивание метчика/плашки в/на трубное изделие;
- если необходимо, процедуру повторяют не один раз до тех пор, пока в трубном изделии не будет прорезано углубление, которое равно высоте резьбового профиля.
Конечно, создание нарезки снаружи и внутри проходит не параллельно, а поочередно.
Нарезание посредством станочного устройства осуществляется таким образом:
- трубное изделие закрепляют в патроне токарного устройства. В суппортном элементе должен быть установлен резец, соответствующий диаметру резьбы в дюймах;
- устройство запускают, в трубном изделии создают фаску;
- после нарезания фаски выполняют подвод инструмента к наружной/внутренней части трубы, запускают подачу резьбы. Перед этим настраивают быстроту передвижения суппортного элемента.
Безусловно, и плашку, и метчик возможно применять на станочном устройстве, закрепляя их в передней/задней бабке. Однако стоит учесть тот факт, что параметры дюймовой резьбы, созданной резцовым инструментом, будут более точными.
Заключение
Для закрепления материала ознакомьтесь с таблицей размеров дюймовой резьбы. Она заключает в себе данные ГОСТ (ГОСТ – принятый в России стандарт). Помните, что не все нарезки распространены в России. Например, UNC и UNF обычно используются в Соединенных Штатах Америки, Канаде.
Не забывайте, что иногда нужно выполнять перевод размеров из одних единиц в другие. Для перевода миллиметров в дюймы необходимо размер нарезки, например, UNF (UNF – унифицированная мелкая резьба) поделить на 25,4.
Ничего страшного, если вы допустите ошибку, делая резьбовое соединение в домашних условиях. Это рабочим на производстве нужно соблюдать ГОСТ. Вы же вольны практиковаться выполнять нарезку на ненужных деталях.
На сегодняшний день дюймовая резьба нарезается и используется только для металлических труб или разборных фитингов из пластика и металла, которые применяются для строительства трубопроводов различного типа. Далее остановимся на основных характеристиках и параметрах такого резьбового соединения.
1
Согласно прописанным в документе ГОСТ 6357-81 нормам, цилиндрическая или дюймовая трубная резьба характеризуется такими основными параметрами, как диаметр и шаг. При этом диаметр высчитывается двумя способами:
- Внешний диаметр – это расстояние между верхней и нижней противоположными точками, которые лежат на гребнях резьбы.
- Внутренний диаметр – расстояние между верхней и нижней противоположными точками, которые лежат на впадинах или резьбовых канавках.
Высота профиля дюймовых труб с рассчитывается, исходя из разницы между внешним и внутренним диаметром соответственно. Вторая характеристика трубной резьбы дюймового типа по ГОСТ(шаг резьбы) рассчитывается, как расстояние между соседними канавками или впадинами. Таким образом, шаг имеет всегда постоянное значение, вне зависимости от типа резьбового соединения, чтобы была возможность подобрать необходимый болт или гайку для крепления.
Параметры трубной резьбы нормируются ГОСТ 6357-81
Иногда дюймовую резьбу называют метрической. Такое сравнение неверно, так как эти два вида имеют определенные различия. Несмотря на то, что метрическая резьба так же, как и дюймовая, характеризуется аналогичными основными параметрами, эти виды резьбового соединения отличаются по форме профиля. У дюймовых труб более подчеркнутый и острый резьбовой гребень с большим углом, нежели в метрических. Кроме того, диаметр и шаг резьбы метрического типа исчисляется в миллиметрах, тогда как дюймовый исчисляется в трубных дюймах.
Согласно нормам ГОСТ 6357-81, один "трубный" резьбовой дюйм равен 3,325 см, тогда как в стандартной системе исчисления один дюйм равен 2,54 см. Это происходит потому, что в стандартах к обычному дюйму прибавляют показатель толщины труб.
Размеры дюймовых резьб отображаются в специальных таблицах значений, где также указывается такой параметр, как число витков (ниток). Это дополнительная характеристика, по которой также можно высчитать шаг резьбы. Исходя из нестандартной системы исчисления по ГОСТ, сортамент трубной резьбы по таблице может быть обозначен в дробном варианте, например, 3/4 дюйма.
2
Для максимально точного определения шага и нужного диаметра , учитывая сложную систему исчисления по ГОСТ 6357-81, необходимо использовать специальные приборы. Среди наиболее распространенных приборов выделяют калибр, резьбомер, микромер, штангенциркуль. Если у вас есть таблица параметров, вы можете взять специальное приспособление – штуцер или муфту с нарезанными на них калибровками, значение которых вам известно.
Для труб используются две основные размерности
Еще более простым способом является использование стандартного резьбомера. Этот прибор состоит из набора измерительных пластинок, которые прикладываются к резьбовым канавкам с внешней или с внутренней стороны, после чего определяется необходимая величина по номеру пластинки на резьбомере. С помощью микрометра или штангенциркуля получится измерить только наружный диаметр трубной резьбы, но этого иногда достаточно для определения шага и дюймовых величин. Для строительства бытовых трубопроводов из труб с дюймовым типом соединения на сегодняшний день используются две основных размерности:
- Диаметр – 1/2 или 3/4 дюйма с шагом 1,814 мм или 14 ниток;
- Диаметр – 1, 1 и 1/2, 1 и 1/4, 2 дюйма при шаге, равном 2,309 мм или 11 ниток.
При этом дюймовое соединение в трубопроводах используется только на металлических и пластиковых трубах небольших и средних размеров. Во всех остальных случаях рекомендуется применять сварочный тип соединения для повышения надежности на стыках. Таким образом, для определения способа соединения трубопровода необходимо использовать несколько таблиц, включая таблицу размеров самой трубы.
3
Любая резьба для трубы метрического или дюймового типа нарезается по внешний или внутренней поверхности вручную или с помощью специального оборудования. Ручное нарезание предполагает использование таких инструментов, как плашка или метчик, все зависит от того, какого типа резьба (внешняя или внутренняя) должна получиться на выходе.
Нанесение шага резьбы специальным токарно-нарезным станком
Нарезание дюймовой резьбы по внешней или внутренней поверхности трубы осуществляется в следующей последовательности:
- Зажмите трубу в тисках. Далее при необходимости нарезать трубу с внешней стороны используется плашка и плашкодержатель, для внутренней поверхности – метчик и вороток.
- Плашку следует надеть на трубу, метчик вставляется внутрь. Далее происходит ввинчивание или навинчивание посредством последовательных, вращательных движений инструмента – плашки или метчика.
- Нарезание идет до тех пор, пока заданная часть трубы не прорежется на нужную глубину (до получения необходимого профиля с внешней или внутренней стороны).
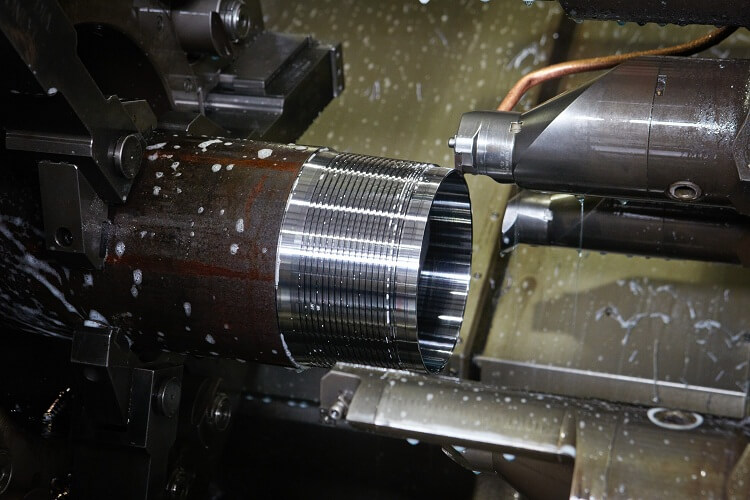
Более простым способом является использование специального токарно-нарезного станка. При таком варианте труба зажимается в специальный патрон с суппортом, в котором закреплен винтовой резец. Далее снимаются фаски внутри и снаружи, после чего подводится резец и настраивается автоматическая подача механического суппорта, который работает на предварительно настроенной резьбовой подаче. Винторезные станки используются на малых и крупных производствах, а также как хозяйственное оборудование. При этом на станке можно работать и с помощью плашки или метчика, однако специальный резец дает более эффективный и качественный результат.
Стальные водопроводные трубы можно соединять не только с помощью сварки, нередко для этого используют резьбу. Ее качество и соотношение с осью изделия важно при монтаже систем. Использование плашек и метчиков при этом не всегда бывает удобным, поэтому чаще всего ее нарезают резцом, установленным на токарном станке.
Общие сведения
Обычно она представляет собой винтовую канавку, имеющую постоянный шаг и сечение. Наносят ее на поверхность деталей цилиндрической или слегка конической формы, например, это могут быть винты, болты, а также на поверхности сопрягаемых с ними деталей — гаек ().

Дома мы чаще всего сталкиваемся с цилиндрической трубной резьбой. У нас вместе с метрической применяется также успешно и дюймовая.
В результате имеем такой вид:
- 1″ труба имеет наружный Ø33,25 мм;
- 1/2″ — 21,25 мм.

Дюймовая цилиндрическая трубная по ГОСТу 6357 отличается от метрической такими нюансами:
- гребни-впадины более острые;
- вершины ниток слегка закруглены.

Чаще всего в быту используют трубы с такими типами резьб:
- Ø 1/2″ и 3/4″ имеют 14 ниток на дюйм с шагом трубной резьбы 1,8 мм;
- Ø 1″, 1 1/4″, 1 1/2″, 2″ — 11 ниток на 1″ с шагом 2,3 мм.
Изготовление
Ниже предлагается инструкция процесса:
- Определите шаг . Для этого воспользуйтесь резьбомером, подойдут также линейка или штангенциркуль.
Совет: необходимо замерить расстояние между вершинами ниток резьбы, затем разделить полученный результат на количество ниток. Для дюймовой резьбы нужно подсчитать нитки, помещающиеся в 1″.
Обычно вряд ли удается получить точный диаметр, однако результат будет удовлетворительным.
- Нарежьте резьбу, для чего используют два способа – своими руками, а также с помощью токарного станка . В первом случае операция сопровождается дополнительными трудностями, что особенно заметно на изделиях, диаметр которых более 1″.

Совет: специалисты рекомендуют для ручного способа использовать специальный прибор (КЛУПП), состоящего из корпуса и двух ручек, с размещенными на нем регулируемыми подвижными гребенками. Благодаря ним можно постепенно углубиться до нужного профиля.
Можете также воспользоваться сменными гребенками с неполным или полным профилем. Цена таких инструментов высокая, поэтому приобрести их может не каждый. Поэтому следует упомянуть про плашку или лерку, которой также можно осуществить нарезку вручную.

Во время вращения леркодержателя по часовой стрелке он начинает навинчиваться на резьбу, имеющуюся на втулке. Последнюю предварительно закрепляют тремя болтами.
Данное приспособление имеет неоспоримое преимущество – нет «упора» в трубу на начальном этапе нарезки. Благодаря закрепленной на трубе втулке, удается легко производить нарезку метрической и трубной резьбы.
Совет: можно использовать резьбовые втулки разных диаметров, что дает возможность легко увеличить диапазон нарезки.
Если нарезка будет производиться леркодержателем без удлинителей или других приспособлений, обычно она получается очень невысокого качества. В данном случае можно добавить вкладыши длиной 100-150 мм, изготовленные на токарном станке.
Методы изготовления дюймовой резьбы
Ручной
Если у вас нет рядом токарного станка или вы не обладаете достаточным умением, можно воспользоваться ручными приспособлениями – метчиком для внутренней резьбы и плашкой для наружной.

- Зафиксируйте трубу в тисках, вставьте метчик в вороток, а плашку – в плашкодержатель.
- В зависимости от того, что вы хотите сделать — вставьте метчик в трубу, а плашку наденьте на нее.
- Вращайте рукояткой воротка или плашкодержателя, ввинчивайте или навинчивайте приспособление на изделие.
Совет: если необходимо, процесс можно повторять несколько раз, пока не получите требуемый результат по глубине и высоте профиля.
Не забывайте также, что нарезку внутри и снаружи следует проводить последовательно.
Механический
- Зажмите трубу в патроне токарно-винторезного станка.
- В суппорт установите необходимый резец.
- Включите станок и сделайте фаску в трубе или на ней.
- Подведите резец к внутренней или внешней поверхности изделия и включите «резьбовую» подачу, настроив предварительно скорость движения суппорта.
Вы также можете использовать метчик и плашку на токарном станке, зафиксировав их в передней или задней бабке. Специалисты рекомендуют все же применять резец, так как при достаточной квалификации токаря результат будет гораздо лучше.
Вывод
Использование резьбы дает возможность без применения сварочного аппарата. Благодаря этому удается создавать быстроразъемные соединения, ускоряя работу и прилагая минимум усилий.
Видео в этой статье поможет найти вам дополнительную информацию по этой тематике.
Качество резьбы, нарезаемой на водопроводной трубе, как и соотношение ее с осью трубы, крайне важны при монтаже водопровода или отопления.
Нарезание плашкой вручную не особенно эффективно – намного более удобно, когда резьба метрическая и трубная нарезается резцом с помощью токарного станка.
Что собой представляет трубная резьба
Резьбой называют винтовую канавку с постоянным шагом и сечением, которая наносится на поверхность деталей машин слабо конической или цилиндрической формы, таких, как болты, винты, а также на поверхности деталей, соединяемых с ними – к примеру, гаек.
В домашнем быту сталкиваться приходится в основном с . Наряду с резьбой метрической, в нашей стране очень успешно применяется дюймовая резьба трубная.
Основные характеристики метрической резьбы – шаг (расстояние от одной впадины до другой или между гребнями резьбы, измеренное вдоль детальной оси, которое выражается в миллиметрах) и диаметр.
Главными параметрами дюймовой является диаметр, выраженный в дюймах или частях дюйма, а также число нарезанных по длине дюйма витков. Здесь надо напомнить, что один дюйм составляет 25,4 мм. Примером для рассмотрения может послужить цилиндрическая трубная дюймовая резьба гост – наиболее часто приходится работать именно с ней.
Тут придется встретиться с несколько непривычной единицей измерения – это «трубный дюйм», который равен 33, 249 мм. Получился он следующим образом: к размеру в дюймах, который характеризует внутренний диаметр трубы, прибавили толщину обеих стенок.
Итогом стал следующий результат:
- труба дюймовая с наружным диаметром – 33,249 мм;
- труба полудюймовая – 21,25 мм.

Резьба дюймовая трубная гост от метрической отличается, кроме уже описанных особенностей, следующими нюансами:
- она обладает более острыми гребнями-впадинами;
- слегка закругленными вершинами ниток резьбы.
Резьбы, применяемые в быту
В быту наиболее часто применяются трубы со следующими типами резьб:
- С резьбой 14 ниток на один дюйм (шаг трубной резьбы 1,814 мм)
- диаметром 1/2″
- диаметром 3/4″
- С резьбой 11 ниток на один дюйм (шаг резьбы 2,309 мм)
- диаметром 1″
- диаметром 1 1/4″
- диаметром 1 1/2″
- диаметром 2″.
Совет! 11 ниток, приходящихся на дюйм в комбинации с шагом 2,309 мм, сохраняют резьбу на трубах, диаметр которых 1″- 6″.
Выполнение трубной резьбы
Определение шага трубной резьбы
Чтобы определить тип, а также шаг резьбы трубной, используют инструмент, который называется резьбомером. Можно также воспользоваться линейкой или штангенциркулем.
При определении шага метрической резьбы замеряется расстояние между вершинами нескольких ниток резьбы, после чего расстояние делится на количество ниток. При наличии дюймовой резьбы подсчитывают нитки, которые могут поместиться в одном дюйме (25,4 мм).
На практике, конечно, вряд ли кому-то удается обеспечить такую точность диаметра, но можно надеяться на получение вполне удовлетворительной резьбы, руководствуясь хотя бы одной цифрой, которая идет после запятой.

Нарезка трубной резьбы
Выполняется метрическая и трубная резьба приблизительно так. В случае если данная операция совершается вручную, а не с помощью токарного станка, ее осуществление сопряжено с дополнительными трудностями – особенно при , у которых диаметр больше одного дюйма.
Удобнее всего будет воспользоваться специальным прибором для нарезания резьбы вручную (КЛУПП). Прибор представляет собой корпус с двумя ручками, где размещены регулируемые подвижные гребенки, которыми резьба трубная метрическая постепенно углубляется до полного профиля.
Помимо этого, можно воспользоваться и сменными гребенками с полным профилем резьбы и неполным профилем. Этот инструмент не относится к категории дешевых, и поскольку доступен он не всем, можно упомянуть о нескольких приспособлениях для обыкновенной лерки (ее еще называют плашкой), с помощью которой и выполняется собственно трубная резьба метрическая.
При вращении леркодержателя по часовой стрелке он навинчивается на имеющуюся на втулке резьбу, которая на трубе, в свою очередь, предварительно закрепляется тремя болтами. У такого приспособления имеются неоспоримые преимущества: отсутствует «упор» в трубу на первичной стадии нарезки, так как с закрепленной на трубе втулкой легко осуществляется трубная и метрическая резьба.
С использованием резьбовой втулки с разными диаметрами диапазон нарезаемой резьбы довольно легко расширить.
Резьба метрическая трубная, которая нарезается леркодержателями без удлинителей или подобных приспособлений, в большинстве случаев никакой критики не выдерживает. Их можно снабдить изготовленными на токарном станке вкладышами.

Общая длина вкладышей – 100-150 мм . Изделие представляет собой собственно вкладыш с отверстием, куда вставляется шпилька – с одной ее стороны имеется наружная резьба, с другой – конусный участок. Другими словами, с одной стороны вкладыш имеет резьбу, с другой стороны – цилиндрический отрезок, на нижней части которого имеются канавки.
Диаметр цилиндрического отрезка должен быть несколько меньше, чем внутренний диаметр трубы D, на которой должна быть нарезана трубная метрическая резьба. В стенках этого цилиндра в нижней части сделаны три продольные прорези (так же, как у цанги), и если внутрь вкладыша затянуть шпильку с помощью гайки, цилиндр расширяется под воздействием конусного участка шпильки и расклинивает в трубе вкладыш.
На резьбовую часть вкладыша перед началом работы наворачивается лерка с леркодержателем, потом вкладыш вставляется в трубу до упора с леркой, на шпильке затягивается гайка, втягивая конус внутрь вкладыша и расширяя его разрезанную часть. Таким образом достигается фиксация (расклинивание) вкладыша в трубе.
Метрическая трубная резьба нарезается по часовой стрелке вращением леркодержателя, лерку при этом переводят с резьбы вкладыша на трубу.
Правильно выполненная трубная резьба будет залогом успеха, что касается герметичности трубных соединений, и прослужит в течение всего периода эксплуатации, непосредственно, самих труб.