Сварные соединения и швы классифицируются по следующим основным признакам:
- виду соединения;
- положению, в котором выполняется сварка;
- конфигурации и протяженности;
- применяемому виду сварки;
- способу удержания расплавленного металла шва;
- количеству наложения слоев;
- применяемому для сварки материалу;
- расположению свариваемых деталей относительно друг друга;
- действующему на шов усилию;
- объему наплавленного металла;
- форме свариваемой конструкции;
- форме подготовленных кромок под сварку
По виду соединения сварные швы бывают стыковыми и угловыми. По расположению в пространстве швы сварных соединений подразделяются на нижние, вертикальные, горизонтальные и потолочные. Выход шва из потолочного положения в вертикальное при сварке цилиндрических изделий называется полупотолочным положением.
По конфигурации швы сварных соединений бывают прямолинейными, кольцевыми, вертикальными и горизонтальными. По протяженности швы разделяются на сплошные и прерывистые. Сплошные швы в свою очередь делятся на короткие, средние и длинные.
По виду сварки швы сварных соединений разделяются на:
- швы дуговой сварки
- швы автоматической и полуавтоматической сварки под флюсом
- швы дуговой сварки в защитных газах
- швы электрошлаковой сварки
- швы электрозаклепочные
- швы контактной электросварки
- швы паяных соединений
По способу удержания расплавленного металла швы сварных соединений делятся на швы, выполненные без подкладок и подушек; на съемных и остающихся стальных подкладках: на медных, флюсомедных. керамических и асбестовых подкладках, а также флюсовых и газовых подушках. В зависимости от того, с какой стороны накладывается шов, различают односторонние и двусторонние швы.
По применяемому для сварки материалу швы сварных соединений подразделяются на швы соединения углеродистых и легированных сталей; швы соединения цветных металлов; швы соединения биметалла; швы соединения винипласта и полиэтилена.
По расположению свариваемых деталей относительно друг друга швы сварных соединений могут быть под острым или тупым углом, под прямым углом, а также располагаться в одной плоскости.
По объему наплавленного металла различают нормальные, ослабленные и усиленные швы.
По форме свариваемой конструкции швы сварных соединений выполняются на плоских и сферических конструкциях, а по расположению на изделии швы бывают продольными и поперечными.
Сварными называют неразъемные соединения, выполненные при помощи сварки. Они могут быть стыковыми, угловыми, нахлесточными, тавровыми и торцевыми (рис.1).
Стыковым называют соединение двух деталей их торцами, расположенными в одной плоскости или на одной поверхности. Толщина свариваемых поверхностей может быть одинаковой или отличаться одна от другой. На практике стыковое соединение чаще всего применяют при сварке трубопроводов и различных резервуаров.
Угловое - сварное соединение двух элементов, расположенных под углом относительно друг друга и сваренных в месте примыкания их краев. Такие сварные соединения нашли широкое применение в строительной практике.
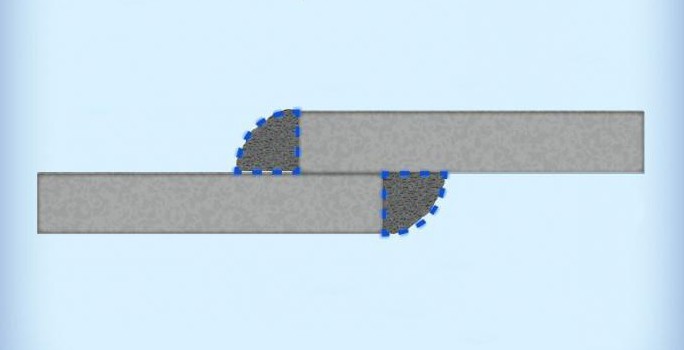
Нахлесточное - сварное соединение предусматривает наложение одного элемента на другой в одной плоскости с частичным перекрытием друг друга. Такие соединения чаще всего встречаются в строительно-монтажных работах, при сооружении ферм, резервуаров и т.д.
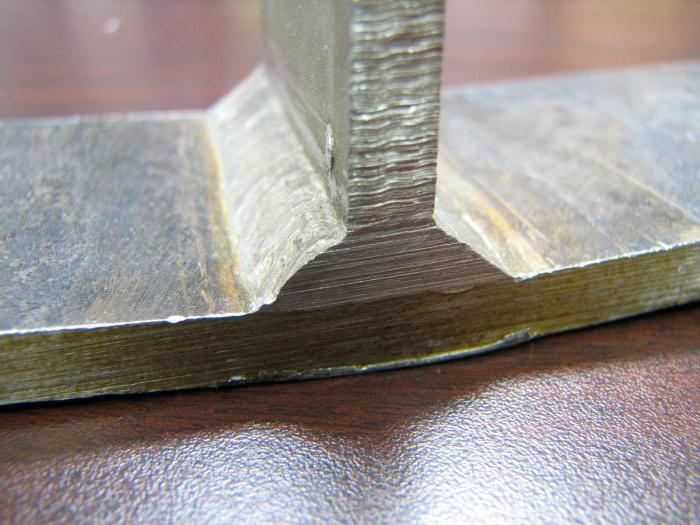
Тавровым называют соединение, в котором к плоскости одного элемента приложен торец другого соединения под определенным углом.
Сварочные швы
Участок сварного соединения, сформированный как результат кристаллизации расплавленного металла, называется сварочным швом. В отличие от соединений сварные швы бывают стыковыми и угловыми (рис. 2).
Стыковой - это сварной шов стыкового соединения. Угловой - это сварной шов углового, нахлесточного и таврового соединений.
Сварочные швы различают по количеству слоев наложения, ориентации их в пространстве, по длине и т.д. Так, если шов полностью охватывает соединение, то его называют сплошным. Если в пределах одного соединения шов разрывается, то его называют прерывистым. Разновидностью прерывистого шва является прихваточный шов, который применяют для фиксации элементов относительно друг друга перед сваркой. Если сварочные швы накладывают один на другой, то такие швы называют многослойными.
По форме наружной поверхности сварочные швы могут быть плоскими, вогнутыми или выпуклыми. Форма сварочного шва оказывает влияние на его физико-механические свойства и на расход электродного металла, связанный с его формированием. Наиболее экономичны плоские и вогнутые швы, которые, к тому же, лучше работают при динамических нагрузках, так как отсутствует резкий переход от основного металла к сварному шву. Чрезмерный наплыв выпуклых, швов приводит к перерасходу электродного металла, а резкий переход от основного металла к сварному шву при концентрированных напряжениях может вызвать разрушения соединения. Поэтому при изготовлении ответственных конструкций выпуклость на швах снимают механическим способом (фрезы, абразивные круги и т.д.).
Различают сварочные швы по их положению в пространстве. Это нижние, горизонтальные, вертикальные и потолочные швы.
Элементы геометрической формы подготовки кромок под сварку
Элементами геометрической формы подготовки кромок под сварку (рис. 3, а) являются: угол разделки кромок α; зазор между стыкуемыми кромками а; притупление кромок S; длина скоса листа L при наличии разности толщин металла; смещение кромок относительно друг друга δ.
Угол разделки кромок выполняется при толщине металла более 3 мм, поскольку ее отсутствие (разделки кромок) может привести к непровару по сечению сварного соединения, а также к перегреву и пережогу металла; при отсутствии разделки кромок для обеспечения провара электросварщик всегда старается увеличить величину сварочного тока.
Разделка кромок позволяет вести сварку отдельными слоями небольшого сечения, что улучшает структуру сварного соединения и уменьшает возникновение сварочных напряжений и деформаций.
Зазор, правильно установленный перед сваркой, позволяет обеспечить полный провар по сечению соединения при наложении первого (корневого) слоя шва, если подобран соответствующий режим сварки.
Длиной скоса листа регулируется плавный переход от толстой свариваемой детали к более тонкой, устраняются концентраторы напряжений в сварных конструкциях.
Притупление кромок выполняется для обеспечения устойчивого ведения процесса сварки при выполнении корневого слоя шва. Отсутствие притупления способствует образованию прожогов при сварке.
Смещение кромок ухудшает прочностные свойства сварного соединения и способствует образованию непровара и концентраций напряжений. ГОСТ 5264-69 допускает смещение свариваемых кромок относительно друг друга до 10% толщины металла, но не более 3 мм.
Геометрия и классификация сварных швов
Элементами геометрической формы сварного шва являются: при стыковых соединениях - ширина шва «b», высота шва «h», при тавровых, угловых и нахлесточных соединениях- ширина шва «b», высота шва «h» и катет шва «К» (рис. 3, б).
Сварные швы классифицируются по количеству наплавленных валиков -однослойные и многослойные (рис. 4, а); по расположению в пространстве - нижние, горизонтальные, вертикальные и потолочные (рис. 4, б); по отношению к действующим усилиям на швы -фланговые, лобовые (торцовые) (рис. 4, в); по направлению - прямолинейные, круговые, вертикальные и горизонтальные (рис. 4, г).
Свойства сварных швов
На качественные показатели сварных соединений накладывает отпечаток множество факторов, к которым относятся свариваемость металлов, их чувствительность к термическим воздействиям, окисляемость и т.д. Поэтому для соответствия сварных соединений тем или иным эксплуатационным условиям следует эти критерии учитывать.
Свариваемость металлов определяет способность отдельных металлов или их сплавов образовывать при соответствующей технологической обработке соединения, отвечающие заданным параметрам. На этот показатель оказывают влияние физические и химические свойства металлов, строение их кристаллической решетки, наличие примесей, степень легирования и т.д. Свариваемость может быть физическая и технологическая.
Под физической свариваемостью понимают свойство материала или его составов создавать монолитное соединение с устойчивой химической связью. Физической свариваемостью обладают практически все чистые металлы, их технические сплавы и ряд сочетаний металлов с неметаллами.
К технологической свариваемости материала относят его реакцию на сварочный процесс и способность создать соединение, удовлетворяющее заданные параметры.
§ 5. Классификация сварных швов
Сварные швы классифицируются по следующим основным признакам. По виду сварного соединения различают швы стыковые и угловые. Швы, расположенные в стыковых сварных соединениях, называются стыковыми, расположенные в тавровых, угловых и нахлесточных соединениях - угловыми.
По положению, в котором выполняется сварка, сварные швы бывают: «в лодочку», нижние, полугоризонтальные, горизонтальные, полувертикальные, вертикальные, полупотолочные и потолочные (рис. 6).
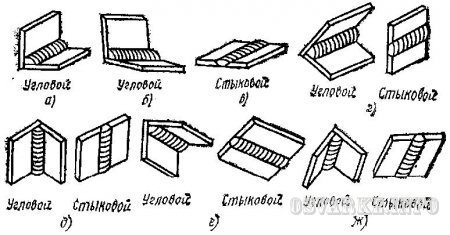
Рис. 6. Классификация сварных швов по расположению в пространстве:
а - нижнее «в лодочку», б - нижнее угловое, в - нижнее стыковое, г - горизонтальное, д - вертикальное, е - полупотолочное, ж - потолочное
По конфигурации швы сварных соединений бывают прямолинейными, кольцевыми и криволинейными; по протяженности - сплошные и прерывистые. Сплошные швы в свою очередь делятся на короткие, средние и длинные (рис. 7).
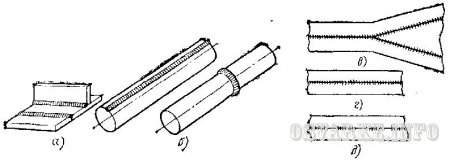
Рис. 7. Классификация сварных швов по конфигурации и протяженности:
а - прямолинейные, б - кольцевые, в - криволинейные, г - сплошные, д - прерывистые
По применяемому виду сварки швы сварных соединений разделяются на швы ручной дуговой сварки, швы автоматической и механизированной сварки под флюсом, швы дуговой сварки в защитных газах, швы электрошлаковой сварки, швы электрозаклепочные, швы контактной электросварки, швы газовой сварки, швы паяных соединений.
По способу удержания расплавленного металла во время сварки швы сварных соединений делятся на швы, выполненные без подкладок и подушек, на съемных и остающихся стальных подкладках, на медных, флюсомедных, керамических и асбестовых подкладках, а также флюсовых и газовых подушках (рис. 8).
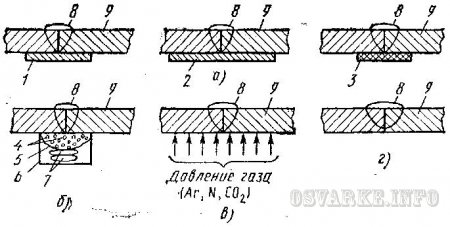
Рис. 8. Схема выполнения швов:
а - на подкладках, б - на флюсовой подушке, в - с поддувом газа, г - на весу;
1 - медная съемная подкладка, 2 - стальная остающаяся подкладка, 3 - асбестовая подкладка, 4 - флюс, 5 - брезент, 6 - металлический короб, 7 - шланги для подачи воздуха, 8 - сварной шов, 9 - свариваемое изделие
По количеству наложения слоев и валиков сварные швы бывают: односторонние, двусторонние, многослойные и многослойные многопроходные (рис. 9).
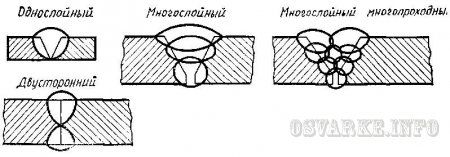
Рис. 9. Классификация сварных швов по количеству наложения слоев и валиков
По применяемому для сварки материалу швы сварных соединений подразделяются на швы соединения углеродистых и легированных сталей, швы соединения цветных металлов, швы соединения биметалла, швы соединения винипласта и полиэтилена.
По расположению свариваемых деталей относительно друг друга швы сварных соединений могут быть под острым или тупым углом, под прямым углом, а также располагаться в одной плоскости.
По действующему на шов усилию швы бывают фланговые, лобовые, комбинированные и косые (рис. 10).
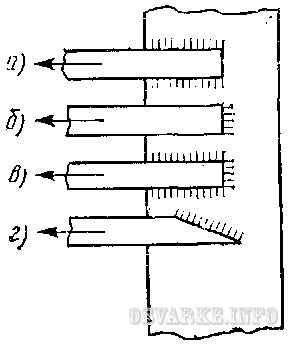
Рис. 10. Классификация швов по действующему на них усилию:
а - фланговый, б - лобовой, в - комбинированный, г - косой
По объему наплавленного металла различают нормальные, ослабленные и усиленные швы (рис. 11).

Рис. 11. Классификация швов по объему наплавленного металла
По форме свариваемой конструкции швы сварных соединений выполняются на плоских и сферических конструкциях, по расположению на изделии различают швы продольные и поперечные.
Классификация сварных швов
К атегория:
Сварные соединения
Классификация сварных швов
Сварные швы подразделяются по виду сварного соединения и геометрическому очертанию сечения шва на стыковые и угловые. Стыковой шов характеризуется шириной (b) и усилением Лв, глубиной провара hn, угловой - Катетом К, шириной В, толщиной Н. Стыковые швы применяют для выполнения стыковых, торцовых, отбортованных, а иногда и угловых соединений. Угловые швы применяют в нахлесточных, тавровых и угловых соединениях. Размеры сечения швов установлены ГОСТ 5264-69.
По форме наружной поверхности стыковые швы могут быть плоские или выпуклые. Угловые швы могут выполняться и вогнутыми. Сварные соединения с выпуклыми швами лучше работают на статическую нагрузку, чем соединения с плоскими или вогнутыми швами. Однако швы со слишком большой выпуклостью вследствие большого количества наплавленного металла неэкономичны. Стыковые соединения с плоскими швами и угловые, тавровые и нахлесточные соединения с вогнутыми швами лучше работают на динамическую или знакопеременную нагрузку, чем соединения с выпуклыми швами. Это объясняется тем, что при плоских и вогнутых швах нет резких переходов от основного к наплавленному металлу, в которых имеется концентрация напряжений и от которых может начаться разрушение соединения. В соответствии со стандартом допускается выпуклость шва при нижней сварке до 2 мм и не более 3 мм для швов, выполненных в остальных положениях. Вогнутость допускается во всех случаях не более 3 мм.
По положению в пространстве различают швы нижние, вертикальные, горизонтальные и потолочные.
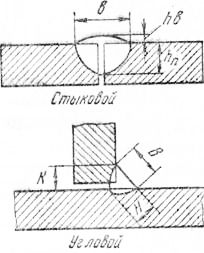
Рис. 1. Классификация сварных швов по геометрическому очертанию сечения
Сварка нижних швов наиболее удобна, легко поддается меха низации. Наиболее сложен и труден потолочный шов, выполне ние которого требует специальной тренировки. Выполнение гори зонтальных и вертикальных швов на вертикальной плоскости не сколько труднее, чем нижних, но легче потолочных. Вертикаль ные, горизонтальные и потолочные швы в большинстве случаев применяют в строительстве и монтаже крупных сооружений и значительно реже - в заводских условиях, где с помощью приспособлений удается почти полностью сваривать конструкцию только в нижнем положении. Многие сварщики высокой квалификации выполняют вертикальные швы с лучшим качеством, чем нижние, так как в этом случае из сварочной ванны легче удаляются загрязнения и металл шва становится чище, плотнее и прочнее.
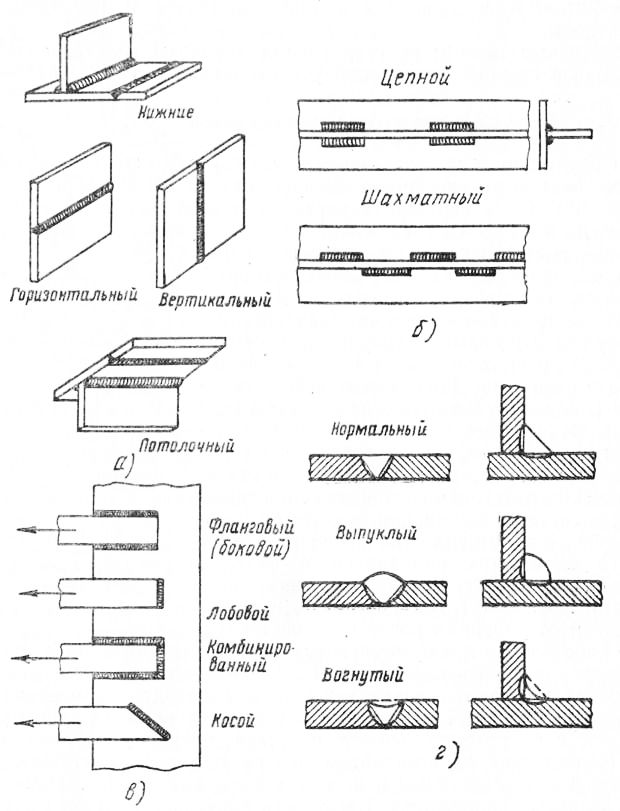
Рис. 2. Классификация сварных швов: а - по положению в пространстве, б - по протяженности, е - по отношению к направлению действующих усилий, г - по форме наружной поверхности
По отношению к направлению действующих усилий швы подразделяются на фланговые (боковые) и продольные, оси которых параллельны направлению усилия; лобовые, оси которых перпендикулярны к направлению усилия; комбинированные и косые.
По протяженности различают швы сплошные и прерывистые. Прерывистый шов может быть цепным или шахматным. Цепной шов представляет собой двусторонний прерывистый шов таврового соединения, в котором участки сварки и промежутки расположены по обеим сторонам стенки один против другого. Шахматный шов - двусторонний прерывистый шов таврового соединения, в котором промежутки на одной стороне стенки расположены против сваренных участков шва на другой стороне. Расстояние от начала проваренного участка шва до начала следующего участка называется шагом шва. Прерывистые швы применяют в соединениях, не требующих герметичности (непроницаемости) и когда сплошные швы слабо нагружены. Сварные соединения со сплошными швами лучше выдерживают знакопеременную нагрузку и меньше поддаются коррозии, чем соединения с прерывистыми швами. Особо ответственные сварные изделия, как правило, выполняются со сплошными швами.
По условиям работы швы подразделяются на рабочие, воспринимающие внешние нагрузки, и связующие (соединительные швы), предназначенные только для скрепления частей изделия. Связующие швы часто называют нерабочими швами.
Термины и определения для сварных конструкций, узлов, соединений и швов установлены ГОСТ 2601-84.
Сварным соединением называют неразъемное соединение двух и более элементов (деталей), выполненное с помощью сварки. В сварное соединение входят сварной шов, прилегающая к нему зона основного металла со структурными и другими изменениями в результате термического действия сварки (зона термического влияния) и примыкающие к ней участки основного металла.
Сварной шов представляет собой участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла или в результате пластической деформации при сварке давлением или сочетания кристаллизации и деформации.
Сварной узел представляет собой часть сварной конструкции, в которой сварены примыкающие друг к другу элементы.
Сварной конструкцией называется металлическая конструкция, изготовленная из отдельных деталей или узлов с помощью сварки.
Металл деталей, подлежащих соединению сваркой, называют основным металлом.
Металл, подаваемый в зону дуги дополнительно к расплавленному основному металлу, называют присадочным металлом.
Переплавленный присадочный металл, введенный в сварочную ванну или наплавленный на основной металл, называют наплавленным металлом.
Сплав, образованный переплавленным основным или основным и наплавленным металлами, называют металлом шва.
Работоспособность сварного изделия определяется типом сварного соединения, формой и размерами сварных соединений и швов, их расположением относительно действующих сил, плавностью перехода от сварного шва к основному металлу и др.
При выборе типа сварного соединения учитывают условия эксплуатации (статические или динамические нагрузки), способ и условия изготовления сварной конструкции (ручная сварка, автоматическая в заводских или монтажных условиях), экономию основного металла, электродов и др.
Типы сварных соединений. По форме сопряжения соединяемых деталей (элементов) различают следующие типы сварных соединений: стыковые, угловые, тавровые, нахлесточные (рисунок 1).
Сварные швы подразделяют по форме поперечного сечения на стыковые (рисунок 2, а) и угловые (рисунок 2, б). Разновидностью этих типов являются швы пробочные (рисунок 2, в) и прорезные (рисунок 2, г), выполняемые в нахлесточных соединениях. По форме в продольном направлении различают швы непрерывные и прерывистые.
С помощью стыковых швов образуют в основном стыковые соединения (рисунок 1, а), с помощью угловых швов - тавровые, крестовые, угловые и нахлесточные соединения (рисунок 1, б-д), с помощью пробочных и прорезных швов могут быть образованы нахлесточные и иногда тавровые соединения.
Стыковые швы, как правило, выполняют непрерывными; отличительным признаком для них обычно служит форма разделки кромок соединяемых деталей в поперечном сечении. По этому признаку различают следующие основные типы стыковых швов: с отбортовкой кромок (рисунок 3, а); без разделки кромок - односторонние и двусторонние (рисунок 3, б); с разделкой одной кромки - односторонней, двусторонней; с прямолинейной или криволинейной формой разделки (рисунок 3, в); с односторонней разделкой двух кромок; с V-образной разделкой (рисунок 3, г); с двусторонней разделкой двух кромок; Х-образной разделкой (рисунок 3, д). Разделка может быть образована прямыми линиями (скос кромок) либо иметь криволинейную форму (U-образная разделка, рисунок 3, е).
а) стыковые; б, в) тавровые; г) угловые; д) нахлесточные
Рисунок 1 – Основные типы сварных соединений
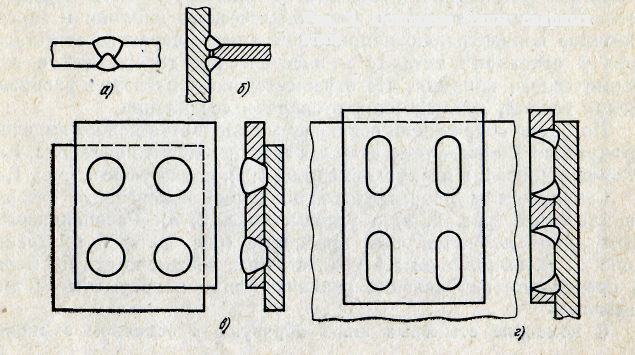
а) стыковые; б) угловые; в) пробочные; г) прорезные
Рисунок 2 – Основные типы сварных швов
Стыковое соединение наиболее распространено в сварных конструкциях, поскольку имеет ряд преимуществ перед другими видами соединений. Его применяют в широком диапазоне толщины свариваемых деталей от десятых долей миллиметра до сотен миллиметров почти при всех способах сварки. При стыковом соединении на образование шва расходуется меньше присадочного материала, легко и удобно контролировать качество.
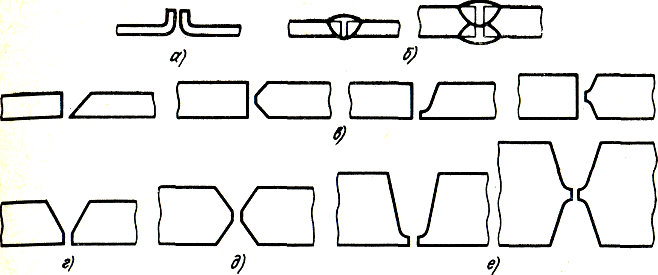
а) с отбортовкой кромок; б) без разделки кромок;
в,г, д, е) с разделками кромок
Рисунок 3 – Подготовка кромок стыковых швов
Угловые швы различают по форме подготовки свариваемых кромок в поперечном сечении и сплошности шва по длине.
По форме поперечного сечения угловые швы могут быть без разделки кромок, (рисунок 4, а), с односторонней разделкой кромки (рисунок 4, б), с двусторонней разделкой кромок (рисунок 4, в). По протяженности угловые швы могут быть непрерывными (рисунок 5, а) и прерывистыми (рисунок 5, б), с шахматным (рисунок 5, в) и цепным (рисунок 5, г) расположением отрезков шва. Тавровые, нахлесточные и угловые соединения могут быть выполнены отрезками швов небольшой протяженности - точечными швами (рисунок 5, д).
Пробочные швы по своей форме в плане (вид сверху) обычно имеют круглую форму и получаются в результате полного проплавления верхнего и частичного проплавления нижнего листов (рисунок 6, а) - их часто называют электрозаклепками, либо путем проплавления верхнего листа через предварительно проделанное в верхнем листе отверстие (рисунок 6, б).
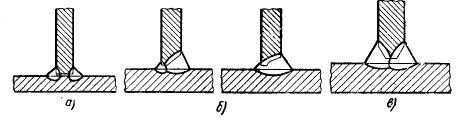
а) без разделки кромок; б, в) с разделкой кромки
Рисунок 4 – Подготовка кромок угловых швов тавровых
соединений
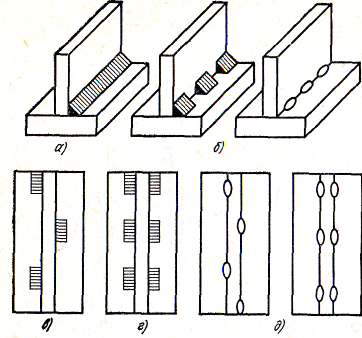
Рисунок 5 – Угловые швы тавровых соединений
Рисунок 6 – Форма поперечного сечения пробочных и
прорезных швов
Прорезные швы, обычно удлиненной формы, получаются путем приварки верхнего (накрывающего) листа к нижнему угловым швом по периметру прорези (рисунок 6, в). В отдельных случаях прорезь может заполняться и полностью.
Форму разделки кромок и
их сборку под сварку характеризуют
четыре основных конструктивных
элемента (рисунок 7): зазор b,
притупление с,
угол скоса кромки
 и угол разделки кромок
и угол разделки кромок ,
равныйили 2.
,
равныйили 2.
Существующие способы дуговой сварки без разделки кромок позволяют сваривать металл ограниченной толщины (при односторонней сварке ручной - до 4 мм, механизированной под флюсом - до 18 мм). Поэтому при сварке металла большой толщины необходимо разделывать кромки. Угол скоса кромки обеспечивает определенную величину угла разделки кромок, что необходимо для доступа дуги вглубь соединения и полного проплавления кромок на всю их толщину.
Стандартный угол разделки кромок в зависимости от способа сварки и типа соединения изменяется в пределах от 60 ± 5 до 20 ± 5 градусов. Тип разделки и величина угла разделки кромок определяют количество необходимого дополнительного металла для заполнения разделки, а значит, производительность сварки. Так, например, Х-образная разделка кромок по сравнению с V-образной позволяет уменьшить объем наплавленного металла в 1,6- 1,7 раза. Уменьшается время на обработку кромок. Правда, в этом случае возникает необходимость вести сварку с одной стороны шва в неудобном потолочном положении или кантовать свариваемые изделия.
Притупление с обычно составляет 2 ± 1 мм. Его назначение - обеспечить правильное формирование и предотвратить прожоги в вершине шва. Зазор b обычно равен 1,5-2 мм, так как при принятых углах разделки кромок наличие зазора необходимо для провара вершины шва, но в отдельных случаях при той или иной технологии зазор может быть равным нулю или достигать 8-10 мм и более.
Для всех типов швов важны полный провар кромок соединяемых элементов и внешняя форма шва как с лицевой стороны (усиление шва), так и с обратной стороны, т. е. форма обратного валика. В стыковых, особенно односторонних швах трудно проваривать кромки притупления на всю их толщину без специальных приемов, предупреждающих прожог и обеспечивающих хорошее формирование обратного валика.
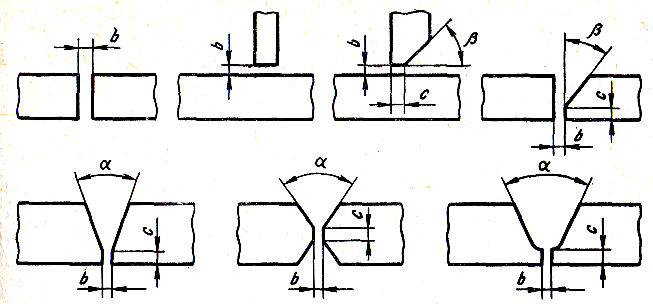
Рисунок 7 – Конструктивные элементы разделки кромок и
сборки под сварку
Сварные швы классифицируют по ряду признаков. По внешнему виду швы делят на выпуклые, нормальные, вогнутые (рисунок 8). Как правило, все
швы выполняют с небольшим усилением (выпуклыми). Если требуются швы без усиления, это должно быть указано на чертеже. Ослабленными (вогнутыми) выполняют угловые швы, что также отмечается на чертеже. Такие швы требуются для улучшения работы сварных соединений, например при переменных нагрузках. Стыковые швы ослабленными не делают, вогнутость в этом случае является браком. Увеличение размеров сварных швов по сравнению с заданными приводит к увеличению массы свариваемой конструкции и перерасходу электродов. В результате возрастает себестоимость сварных конструкций, повышается трудоемкость сварочных работ.
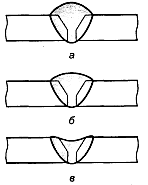
а) выпуклые; б) нормальные; в) вогнутые
Рисунок 8 – Классификация швов по внешнему виду
Большое значение также имеет образование плавного перехода металла лицевого и обратного валиков к основному металлу, так как это обеспечивает высокую прочность соединения при динамических нагрузках. В угловых швах также бывает трудно проварить корень шва на всю его толщину, особенно при сварке наклонным электродом. Для этих швов рекомендуется вогнутая форма поперечного сечения шва с плавным переходом к основному металлу, что снижает концентрацию напряжений в месте перехода и повышает прочность соединения при динамических нагрузках.
По числу слоев и проходов различают однослойные, многослойные, однопроходные, многопроходные швы (рисунок 9, 10).
Слой сварного шва - часть металла сварного шва, которая состоит из одного или нескольких валиков, располагающихся на одном уровне поперечного сечения шва. Валик - металл сварного шва, наплавленный или переплавленный за один проход.
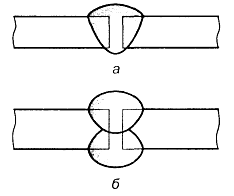
Рисунок 9 - Классификация швов по выполнению: а - односторонние; б – двусторонние
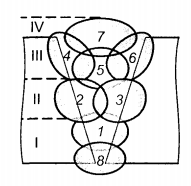
Рисунок 10 - Классификация швов по числу слоев и проходов:
I-IV - число слоев; 1~8 - число проходов
При сварке каждый слой многослойного шва отжигается при наложении последующего слоя. В результате такого теплового воздействия на металл сварного шва улучшаются его структура и механические свойства. Толщина каждого слоя в многослойных швах примерно равна 5-6 мм.
По действующему усилию швы делят на продольные (фланговые), поперечные (лобовые), комбинированные, косые (рисунок 11). Лобовой шов расположен перпендикулярно к усилию Р, фланговый - параллельно, а косой - под углом.
По положению в пространстве различают нижние, горизонтальные, вертикальные и потолочные швы (рисунок 12). Отличаются они друг от друга углами, под которыми располагается поверхность свариваемой детали относительно горизонтали. Наиболее труден для исполнения потолочный шов, лучше всего шов формируется в нижнем положении. Потолочные, вертикальные и горизонтальные швы приходится обычно выполнять при изготовлении и, особенно при монтаже крупногабаритных конструкций.
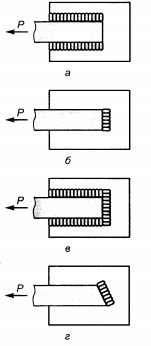
а) - продольные (фланговые); б) - поперечные (лобовые);
в) - комбинированные; г) – косые
Рисунок 11- Классификация швов по действующему усилию
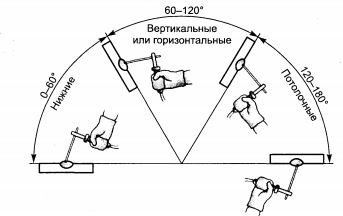
Рисунок 12 - Классификация сварных швов по их положению
в пространстве
Примеры обозначения сварных швов по их положению в пространстве даны на рисунке 13
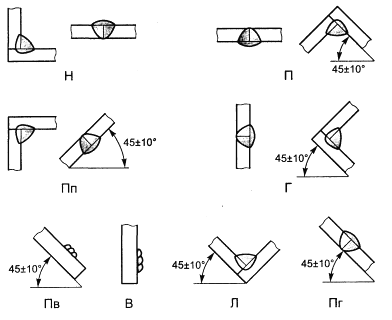
Н - нижние; П - потолочные; Пп - полупотолочные; Г - горизонтальные;
Пв -полувертикальные; В - вертикальные; Л - в лодочку;
Пг – полугоризонтальные
Рисунок 13 - Обозначение сварных швов по их положению
Результативность и качество работы зависит от наличия необходимого инструмента, материала и умений. На успех в любом деле, какого бы направления он ни был, существенно влияет также и знание теории. принято считать одними из наиболее распространенных.
Для этого вида деятельности нужен материал, оборудование, опыт работы, а также теоретические знания. Овладев необходимой информацией, человек получает представление о том, что такое шов, какая существует классификация сварных швов и как подобрать оптимальный вариант для сцепления различных металлических изделий.
Что собой представляет сварочный шов?
Во время сварочных работ в процессе задействованы три металлических участка: между собой при помощи третьего, которым выступает электрод, скрепляются два куска железа. В месте соединения друг с другом металлических деталей происходит термический процесс, образующий шов. Таким образом, шов - это часть полученная в результате воздействия плавленого и затвердевшего железа.

Соединять методом сварки можно любые металлы. Они имеют свои особенности структуры, в соответствии с которыми подбирается определенный тип крепления. Классификация производится в зависимости от типа сцепления, материала и других параметров. Для каждого соединения имеются свои инструкции и свой порядок выполнения.
Размеры
Существует классификация сварных швов по протяженности. В зависимости от размеров, бывают:
- Короткие. Размер не превышает 30 см. Такой шов появляется в результате сварки, выполняемой в одном направлении от самого начала до конца.
- Средние. Длина шва - от 30 см до 1 метра. Данные швы свариваются от середины к краям. Для них идеально подходит обратно-ступенчатый способ. Его суть заключается в том, что весь шов разделяется на несколько участков, которые поочередно обрабатываются сваркой. Каждый из этих отрезков имеет длину от 10 до 30 см.
- Длинные (свыше одного метра). Свариваются так же, как и средние швы, с той лишь разницей, что количество участков здесь будет больше.
Виды сварных соединений
Классификация сварных швов осуществляется также по типу крепления. Существует четыре вида соединений:
- стыковое;
- тавровое;
- внахлест;
- угловое.
Самый распространенный вид
Во время стыкового сцепления учитывается толщина изделия. Это позволяет сэкономить значительную часть материала.
Стыковое сцепление считается наиболее популярным. Это обусловлено тем, что данный процесс сварки - самый быстрый и экономный.
Для данного типа сцепления характерна Т-образная форма соединения металлических изделий. Как и в стыковом сцеплении, особое внимание уделяется толщине метала, в зависимости от которой швы бывают односторонние и двухсторонние.
Применяя данный вид сцепления, необходимо придерживаться следующих рекомендаций:
- Выполняя тавровую сварку при сцеплении двух изделий, имеющих различную толщину, необходимо сварочную горелку по отношению к изделию потолще держать под углом в 60 градусов.
- Сварочные работы можно облегчить, если расположить конструкцию «в лодочку». Такое положение обрабатываемого изделия исключит подрезы, пропущенные недоваренные участки, которые для данного вида сцепления считаются самыми распространенными дефектами.
- Если один проход сварочной горелки окажется малоэффективным, поскольку могут оставаться дефектные участки, их следует варить, осуществляя колебания сварочных электродов.
- В тавровом соединении можно ограничиться и односторонней сваркой. Для этого нужно использовать сварочную аппаратуру Oineo Tronic Pulse, которая позволяет осуществить RW-варку.
Сварка внахлест
Принцип данного вида соединения заключается в двухстороннем приваривании изделий, толщина которых не более 1 см. Эта сварка применяется в случаях, когда необходимо предотвратить попадание влаги в промежуток между стальными листами. В результате такой работы образуется два шва. Данный вид сварного соединения считается продолжительным и не является экономным, поскольку для работы требуется больше материалов.
Угловое сцепление
Данный тип сварки применяется для соединения металлических изделий в положении перпендикулярно друг к другу. В зависимости от толщины листов угловая сварка характеризуется наличием или отсутствием скошенных краев. При необходимости данный производится с внутренней части изделия.

Формы сварных швов
Классификация сварных швов по форме наружной поверхности определяет три типа:
- Плоские. Эффективны при динамической и знакопеременной нагрузке, поскольку у этих швов (как и у вогнутых) отсутствует концентрация напряжения, способная вызвать резкие перепады и разрушить сварочное сцепление.
- Вогнутые. Допустимой считается вогнутость шва, не превышающая 0,3 см. В противном случае вогнутость сварного шва считается чрезмерной и расценивается как дефект. Измеряется уровень вогнутости на участке, где имеется наибольший прогиб.
- Выпуклые швы. Возникают в результате скопления большого количества застывшего металла и считаются неэкономными. Но в то же время сварное соединение, дающее выпуклый шов, эффективнее при статической нагрузке, чем соединение с плоским или вогнутым сварным швом. Показатель выпуклости - это расстояние от поверхности основного метала до точки наибольшего выступа. Стандартными считаются выпуклости, не превышающие 0,2 см для нижней сварки и не более 0,3 см для сварки, выполненной в других положениях.
Классификация сварных швов по положению в пространстве
Согласно критерию размещения в пространстве имеется четыре типа швов, каждому из которых присущи свои особенности и рекомендации для сварки:
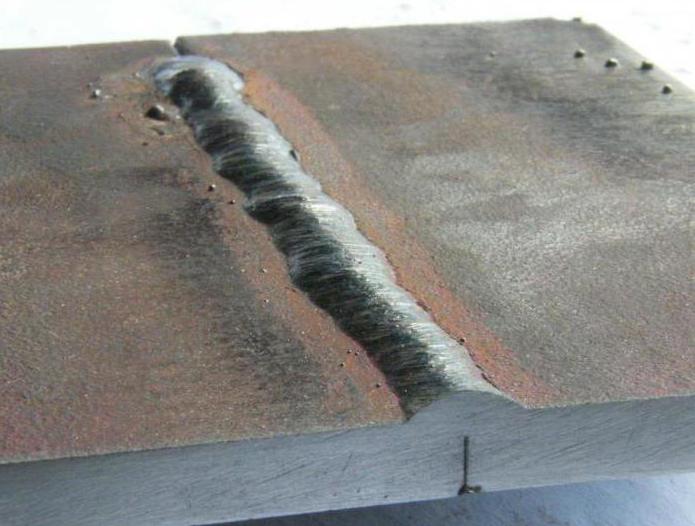
- Нижние швы. В техническом аспекте считаются самыми простыми. Сваривание нижних швов производится на ровной поверхности в позиции снизу. Данный процесс характеризуется высокой результативностью и качеством. Это обусловлено более комфортными условиями для сварщика. Расплавливаемый металл своим весом направлен в расположенную в горизонтальном положении сварную ванну. За варкой нижних швов легко уследить. Работа выполняется быстро.
- Горизонтальные швы. Свариваются немного труднее. Проблема заключается в том, что растапливаемый металл под воздействием своего веса затекает на нижние края. Это может повлечь за собой появление подрезов в области верхнего края.
- Вертикальные швы. Являются результатом соединений металлических изделий, размещенных в вертикальной плоскости.
- Потолочные швы. Данная сварка считается самой трудной и ответственной. Характеризуется минимальным комфортом. В процессе сварки утрудняется выделение шлаков и газов. С этим делом справится не каждый, необходим большой опыт, так как удержать в ходе работы падающий на лицо шлак непросто. При этом важно соблюдать качество и прочность соединения.
Как обозначаются сварные швы и соединения?
Классификация и обозначение сварных швов производится при помощи специальных значков, линий и выносок. Они размещаются на и на самой конструкции. Классификация сварных соединений и швов обозначается, согласно нормативному документу, при помощи специальных линий, которые могут быть сплошными или штриховыми. Непрерывными обозначаются видимые сварные швы, штриховыми - невидимые.
Условные обозначения шва ставятся на полке от выноски (в случае если шов расположен на лицевой части). Или, наоборот, под полкой, если шов размещен с обратной стороны. При помощи значков указывается классификация сварных швов, их прерывистость, размещение отрезков для сварки.
Рядом с основными значками располагаются дополнительные. Они содержат вспомогательную информацию:
- о снятии усиления сварного шва;
- об обработке поверхности для плавного перехода к основному металлу и предотвращения наплывов и неровностей;
- о линии, по которой производится шов (является ли она замкнутой).
Для идентичных конструкций и изделий одного ГОСТа предусмотрены стандартные условные обозначения и технические требования. Если же в конструкции имеются одинаковые швы, то им лучше дать порядковые номера и разбить на группы, которым также для удобства присваиваются номера. Вся информация о количестве групп и швов должна быть указана в нормативном документе.
Положение шва
Классификация сварных швов осуществляется на основе положения шва. Они бывают:
- Односторонние. Образуются в результате сварки листов, толщина которых не превышает 0,4 см.
- Двухсторонние. Возникают при двухстороннем сваривании металлических листов толщиной 0,8 см. Для каждого случая соединения рекомендуется оставлять 2-миллиметровые зазоры, обеспечивающие качество сцепления.
Возможные изъяны
Дефекты во время сварочных работ могут возникать по причине чрезмерно большой силы тока и напряжений на дуге. Также это может быть результатом неправильных манипуляций с электродами. Классификация дефектов сварных швов по месту их расположения:
- Внутренние. Для их выявления применяется методика, заключающаяся в контроле: не разрушающем конструкцию, разрушающем полностью или частично.
- Наружные. Они легко выявляются при внешнем осмотре.
По причине нарушения режима сварки, вызванного отсутствием необходимого опыта, недостаточной подготовительной работой, проведением неправильных замеров, дефекты делятся на:
- Непровар. Проявляется в локальном отсутствии сплавлений между соединяемыми элементами. Дефект приводит к увеличению концентрации напряжения и уменьшению сечения шва. Конструкция с таким изъяном характеризуется пониженной прочностью и надежностью. Причиной непровара могут быть как недостаточная сила тока, так и сварка в быстром режиме.
- Подрез. Дефект заключается в локальном уменьшении толщины основного металла. Данная проблема наблюдается возле границ сварных швов.
- Прожог. Изъян имеет вид полости в сварном шве. Она возникает по причине утечки расплавленного металла из ванны сварки. Прожог - это недопустимый дефект, его нужно срочно исправить.
- Незаваренный кратер или углубление. Возникает по причине обрывов дуги во время подхода к концу шва.
- Наплыв. Дефект проявляется в затекании металла сварного шва на основной металл без их сплавления.

Причины дефектов могут быть самыми разными, но они одинаково способны снизить прочность сцепления, эксплуатационную надежность, точность и испортить внешний вид изделия.