It is possible to ensure a high-quality connection of aluminum parts only during TIG welding. An aluminum electrode can be welded with a conventional electrode for strength, but it will require longer post-processing.Argon welding It allows you to work with materials of different thicknesses, creating neat seams that have good airtight properties. This is especially in demand when repairing cars, boats or various containers. But how to cook this specific material for the first time? How to set up equipment when welding aluminum? A quick guide from the article and a video lesson will help you master this complex matter.
What should be considered when argon welding aluminum?
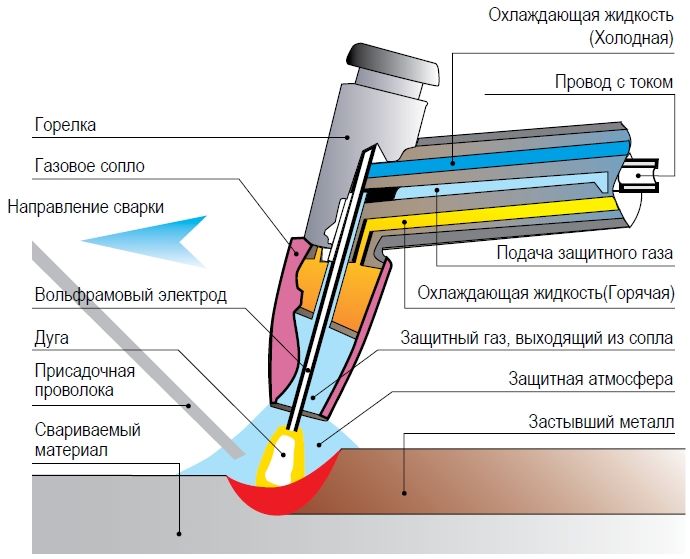
Argon welding is quite versatile, which allows you to connect different thicknesses of materials with this method and work with alloys that are considered difficult to weld. The basis is an electric arc burning between a tungsten electrode and the product. Its appearance is provided by direct or alternating current supplied to the burner and to the mass attached to the parts being welded. Inert gas acts as a protection for the weld pool. But aluminum and its alloys have a number of specific features that you need to know and take into account when welding.
One of the difficulties is the oxide film formed on the surface of the material. It appears during the interaction of a metal with oxygen. The film melts at a temperature of 2000 degrees. But aluminum itself begins to take on a liquid form after just 500 degrees. Therefore, choosing too much current and melting the oxide, it is impossible to conduct a seam. Having set small parameters on the apparatus, it is not possible at all to begin the process of creating a weld pool. Therefore, argon-arc welding of aluminum involves a preliminary cleaning of the metal surface from oxide. This is achieved with a special brush or solvent, after which it is necessary to immediately begin the welding process.
An additional difficulty is the hygroscopicity of the material. In high humidity environments, aluminum absorbs some of the water from the air. When the product begins to undergo heating from an electric arc, the material being welded releases moisture to the surface. This can affect the quality of the formation of the seam, the density of contact with the product, and pinching by a low voltage of the welder in contact with wet areas. Although argon can be cooked immediately, a small heating of the material with a gas burner at a temperature of 150 degrees is recommended. This will allow excess moisture to evaporate and improve the welding process.
Argon welding of aluminum also requires good protection of molten metal from external air. To do this, set the correct gas flow rate. An insufficient supply of the latter will lead to foaming of the metal and burning of tungsten. Excessive argon purging interferes with the formation of the seam and makes the process more expensive.
Another challenge for novice welders is the formation of a funnel at the end of the seam. If the arc is abruptly cut off, a crater appears. Long-term holding the torch in one place leads to unnecessary heating and expansion of the weld pool. Therefore, argon-arc welding of aluminum alloys requires additional settings of the arc attenuation mode, which reduces the current strength gradually. Given these characteristics of the material, you can correctly set the voltage parameters and make a quality seam with your own hands.
Welding technology for beginners
The argon welding process of aluminum is performed not by direct current, but by alternating current. So you can achieve better results. It is better to start your first seam on the training surface:
- Place the plates in a comfortable position. Edging is performed according to the same parameters as other types of metals.
- It is advisable to warm up the material to 150 degrees to remove moisture.
- The upper refractory layer is removed with a brush. An alternative is to use a solvent.
- The burner is brought to the product so that 3 mm remains between the electrode and the surface. The button is pressed and the arc ignites. The fluidity of aluminum depends on the impurities in the composition.
- When a small pool of molten metal (weld pool) occurs, an additive can be fed into the weld zone.
- The burner must be led straight from right to left. Oscillatory movements will be needed in the case of a wide seam. On alternating current, a characteristic crack of welding will be heard.
- When the seam is completed, the button is pressed and the arc gradually fades. The torch is held above the welding zone until the gas purge is completely stopped.
Machine settings and modes
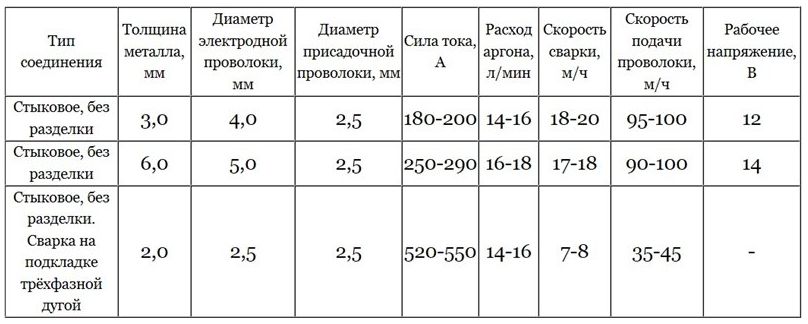
TIG aluminum welding possible only where the devices support work not only with direct current, but also with alternating current. Despite the frequency of voltage fluctuations, the best seam is obtained with the latest setting. Polarity can be either direct or reverse. Voltage parameters can be set based on the thickness of the material:
It is important to establish a current supply with a step type, with a smooth ignition, an upward value during the weld process, and gradual attenuation at the end of combustion. This avoids the formation of a crater at the end of the joint.
The argon flow rate during welding is set on a pressure gauge closest to the gas hose. Russian models must be installed in the range from 6 to 11 liters. This is the error of the measuring device, which is brought to the optimum value only by practical means. If the pressure gauge is imported (German, Czech), then you can immediately put 8 liters.
In the settings of the apparatus, it is important to set the subsequent gas purge time, after the cessation of arc burning. The argon feed time is set to five seconds, which gives enough time to solidify the bath and cool the electrode.
Selection of filler material
Since aluminum melts relatively quickly, choosing the wrong filler wire diameter, you may not have time to feed it into the welding zone and form a seam. Therefore, the thickness of the solder should be the same as the thickness of the welded plates. It is also necessary to be careful when choosing the chemical composition of the filler material. For example, a duralumin product cannot be brewed with a bar for food aluminum. A table with filler wire numbers and their purpose can help:
Electrode selection
The technology of welding aluminum with argon also requires the right choice of a tungsten electrode, the diameter of which should be as close as possible to the thickness of the parts being welded. Sharpening is performed in the classical way, but without a sharp tip, as is the case with stainless steel welding. During the first seconds of burning, the electrode will take the form of a drop at the end and so you will have to conduct a seam. Departure from the nozzle is necessary by 3-5 mm to avoid overheating of tungsten. When welding, small splashes of aluminum will stick to the electrode, which will require re-sharpening.
Learning to weld aluminum is not easy. But knowing the above principles and watching a video with lessons from experts, you can confidently try your hand at practice.
Long-term practice convincingly proves that argon welding of aluminum is the most effective way to create an integral connection of two or more elements.
To perform welding in any inert gas environment, specialized equipment, equipment and detailed instructions for beginners are required.
The apparatus for connecting aluminum parts, as a rule, has a complex structure.
If you cook aluminum semiautomatically, you will need a certain type of welding wire and a cylinder with argon. But there are ways that can do without gas.
Aluminum welding technology requires a highly qualified welder and knowledge of the basics of metal science.
For novice welders, a step-by-step instruction on welding aluminum is required.
First of all, they should familiarize themselves with the chemical properties of the winged metal.
This is what aluminum is called for its strength and low specific gravity. Along with these qualities, it has a high chemical activity.
In the open air, the metal quickly reacts with oxygen and is coated with an oxide film.
The melting temperature of the oxide film exceeds +2000 degrees, when the metal itself melts at a temperature of +650 degrees.
When welding with direct current, oxide can be immersed in metal weld, thereby violating its structure.
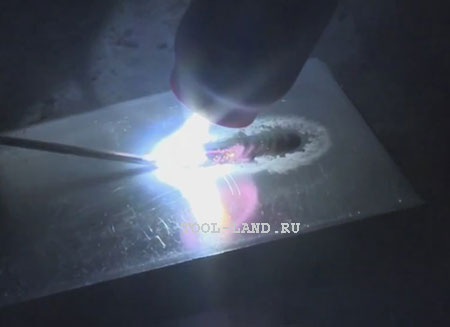
The video shows the welding process of sheet aluminum using argon.
A feature of aluminum is that when it is heated, it does not change color, as it happens when heating a stainless steel or other grade of steel.
It can be difficult for a welder to orient and determine the degree of heating of a workpiece.
As a result of such uncertainty, burn-through of the part or leakage of molten metal can occur.
In addition, aluminum has a large coefficient of volumetric shrinkage. If this property is not taken into account, then stress and strain will occur inside the seam.
To avoid such consequences, you can increase the consumption of welding wire or modify the weld.
When starting welding on aluminum, you need to clearly remember its main characteristics.
Metal has the following properties:
- low melting point;
- high chemical activity;
- high coefficient of volumetric shrinkage.
Given these features, aluminum welding with argon is most often performed. This technology allows you to protect the welding zone from exposure to active gases in the atmosphere.
The filler wire during welding by a semi-automatic machine performs the function of reducing the internal stresses of the seam, since it compensates for the volume shrinkage.
In addition to these techniques, there are other ways to perform a welded joint qualitatively.
Some welding methods
Having learned the lessons of metallurgy for beginners, one can competently choose a specific method of welding aluminum in an inert gas environment.
Apparatuses of the following type are used for welding:
- gas flame installation;
- electric arc apparatus;
- argon-arc apparatus.
In the first case, flux is used, which is based on fluoride and chloride salts.
When heated by the flame of the welding site, the flux destroys the oxide film on the surface of aluminum, and the connection occurs at a temperature close to the melting point.
Welding is performed by an aluminum bar. The material consumption with this method is minimal.
It should be remembered that the flux corrodes the surface of the metal and after completion of welding work, it is necessary to remove the remaining flux and rinse the part with water.
The video shows step-by-step instructions for connecting aluminum parts using flux.
Electric arc welding of parts is performed by direct current with reverse polarity. In this case, aluminum electrodes or a filler wire with a flux coating are used.
The highest quality seam when connecting aluminum parts provides an argon-arc apparatus.
The arc is created using an electrode made of tungsten. Such an electrode serves a long period of time and thereby reduces the cost of welding.
An arc is ignited between the tungsten electrode and the part to be welded.
An aluminum wire is fed into the arc burning zone. At a high temperature in the combustion zone, the oxide film on the metal surface is destroyed.
Welding takes place in a narrow area with rapid movement of the electrode.
In this mode, aluminum does not have time to go into the liquid phase and leak out.
For a high quality weld, the wire must have the same structure as the metal being welded. This welding method is performed semi-automatically.
In various production conditions, welding is performed by direct or pulsed current. In industrial production there are welding units working with alternating current.
Argon welding technology
Experts note that welding of aluminum parts with argon involves several diverse actions.
As far as these actions are coordinated among themselves, the quality of the combination of the two elements will be.
Semiautomatic welding technology involves the presence of certain materials, components and assemblies. The argon-arc apparatus consists of three units.
Before welding, each of them must be brought into working condition. The consumption of related resources affects the final cost of the service.
Filler wire and argon have a price, so they should be saved.
What is required for argon welding?
The aluminum welding machine consists of the following units:
- power source;
- cylinder with argon;
- filler wire feeder.
The filler wire is supplied to the distribution network on coils and reels.
At large industrial enterprises, welding machines are connected to a centralized line through which inert gas is supplied.
Workbenches for the installation of welded parts are made of stainless steel.
Parts preparation
After the equipment for aluminum welding with argon is brought into working condition, it is necessary to prepare the parts to be welded.
Remove dirt, grease and engine oil from the surface. This is done using any solvent on a stainless steel workbench.
When the thickness of the parts to be welded is more than four millimeters, it is necessary to cut the edges.
Upon receipt of the task for welding aluminum, the contractor must immediately ask about the thickness of the sheet and how many millimeters will be the width of the edge.
The edge is cleaned with a file or on an emery machine. If the part has a complex shape, then the welding spot is cleaned using a portable grinding machine.
In any case, it is necessary to remove the oxide film from the metal surface.
Features of argon welding
In order to perform high-quality welding of aluminum semi-automatic, it is necessary to use tungsten electrodes. The diameter of the electrodes is selected in the range from 1.5 to 5.5 mm.
In the process, it is necessary to monitor how the electrode is oriented relative to the surface being welded. The electrode must be kept at an angle of 80 degrees.
The filler wire must be at right angles to the electrode.
A maximum arc length of 3 mm is allowed.
In this position, the consumption of materials will be optimal. During operation, the filler wire must move in front of the burner.
The electrode and filler wire in the process of welding aluminum with argon should only move along the weld.
Cross movements are not allowed. The video shows the movements that the welder makes with a gas burner.
When working with thin sheets of aluminum, a stainless steel sheet can be used as a lining.
In this position, intensive heat removal from the working area through the stainless steel sheet will be performed and the likelihood of burn-through will decrease sharply.
Energy consumption will also decrease, as the work will be completed faster.
Advantages and disadvantages
Semi-automatic welding of aluminum products in an environment filled with argon has a number of significant advantages compared to other methods.
The first thing to note is the small heating area of \u200b\u200bthe part to be welded. This is important when connecting parts with a complex three-dimensional structure.
How much gas is needed and what kind of wire is needed can be calculated. However, it is very difficult to predict the internal deformation of the part.
Welding products in an inert gas environment allows you to get a solid connection without pores, impurities and impurities.
The weld has the same penetration depth along the entire length.
The disadvantages of argon welding include the complexity of the equipment.
When welding with a semiautomatic device, fine tuning of all components of the device is required. It is important that the wire is fed into the work area gradually.
To do this, you must correctly configure the feeder. If the wire is not fed rhythmically, then the burning of the arc will be interrupted.
In this case, the consumption of electricity and argon will increase. In order to perform aluminum joining efficiently, the welder must have the knack and skills of this craft.
Only theory and advice will not help in this case.
High electrical and thermal conductivity of aluminum, very low weight, combined with excellent mechanical properties of its alloys, made this material simply indispensable in many areas of human activity. As if in compensation for its merits, the winged metal is very difficult to weld. The ability to cook aluminum in high quality is what distinguishes a highly qualified welder from an amateur welder.
Weldability
As already noted, aluminum is a hard-to-weld metal. This feature is determined by a number of its properties:- On the surface of parts made of aluminum and its alloys, there is always an oxide film Al 2 O 3 having a melting point of 2044 ° C, while the melting temperature of aluminum itself is about 660 ° C.
- The easy oxidation of aluminum leads to the formation of a refractory film on droplets of molten metal, which prevents their alloying into a monolithic seam. In order to prevent the formation of this film, reliable protection of the welding zone from air is required, which can be fully ensured by welding aluminum with argon.
- The large fluidity of the metal makes it difficult to control the weld pool and necessitates the use of heat-removing pads during welding.
- The tendency to form crystallization cracks and pores in the weld leads to a weakening of the latter. The pores are responsible for hydrogen dissolved in aluminum, which tends to escape from the metal. Cracks are more characteristic of aluminum alloys; they occur when the metal is cooled due to the increased silicon content.
- The large shrinkage of the metal, due to the high coefficient of linear expansion, leads to significant deformations when the weld hardens.
- The high thermal conductivity of aluminum necessitates the use of a welding current that exceeds 1.2-1.5 times the current for steels, despite the fact that the melting temperature of the latter is much higher than that of aluminum.
- An additional difficulty in welding aluminum is the fact that in practice - especially when welding aluminum at home - you have to deal with various alloys of an unknown brand, which may require special materials and welding modes for high-quality welding.

Aluminum welding methods
There are many ways to weld aluminum using various equipment and different welding materials, with the protection of the welding zone with inert gases or fluxes. The most common were three of them:- welding with a tungsten electrode in an inert gas environment (AC TIG mode);
- semiautomatic welding in an inert gas environment with automated wire feed (DC MIG mode);
- welding with coated melting electrodes without the use of shielding gas (MMA mode).
An important condition for the welding of aluminum and its alloys is the need to destroy the oxide film on the metal surface. To fulfill this condition, AC or DC current is required. reverse polarity. Only in this case the so-called oxide cathodic sputtering. Aluminum cannot be welded with direct current of direct polarity, since in this case the film is not subjected to cathodic sputtering and remains intact.
Preparation of metal for welding
Regardless of the method used, welding should be preceded by a thorough preparation of the welded edges, the purpose of which is to clean the latter from contaminants and oxide film. Preparation consists of a number of operations:- Cleaning and degreasing. The parts to be welded and the filler material are thoroughly cleaned of dirt, oil and grease before welding. Degreasing is carried out with acetone, aviation gasoline, white spirit or another suitable solvent.
- Edging edges (if necessary). Welding parts up to 4 mm thick is performed without cutting edges, with a larger thickness, cutting is required. An exception to this rule is the welding of aluminum with coated electrodes, in which the cutting of edges is performed with a metal thickness above 20 mm. For parts from a thin sheet (up to 1.5 mm thick), flanging is advisable
- Removal of oxide film. Edges of parts with a width of 25-30 mm are cleaned with sandpaper, a file or a metal brush from of stainless steel with a wire diameter of not more than 0.15 mm.
Welding aluminum with piece coated electrodes (MMA mode)
This type of welding is mainly used in the manufacture of non-responsible structures with a metal thickness of at least 4 mm. This welding method has significant drawbacks, including low weld quality (porosity, low strength), strong spatter of metal during welding, poor separability of solidified slag, which can cause metal corrosion.Coated electrodes can weld both technically pure aluminum and its alloys. Instead of the old, having significant drawbacks, grades OZA-1 and OZA-2, today more advanced electrodes for welding aluminum UANA and OZANA are produced, which allow welding of all main types of aluminum alloys. In particular, OZANA-1 electrodes are used for welding parts of technical grade aluminum, and OZANA-2 electrodes of aluminum-silicon alloys (AL-4, AL-9, AL-11) are used.

Welding is carried out by direct current of reverse polarity. Welding current is taken at the rate of 25-30A per 1 mm of electrode diameter.
To obtain satisfactory weld quality, heating is required - up to 250-300 ° C for metal of medium thickness, and up to 400 ° C - for massive parts. Heating and slow cooling make it possible to obtain sufficient penetration of the metal at moderate welding currents, to avoid the occurrence of crystallization cracks and reduce warpage. When welding large parts, local heating is advisable.
Welding with aluminum electrodes has its own characteristics, caused by the fact that they melt 2-3 times faster than steel. The welding speed, therefore, should be significantly higher. In case of arc breaks, the crater and the end of the electrode are covered with a slag crust, which prevents re-ignition of the arc. In this regard, welding is recommended to be performed continuously within the same electrode. Transverse vibrations by the electrode (as in steel welding) should not be done.
Immediately after welding, it is necessary to remove the slag from the seam, rinse it with hot water and treat it with a steel brush. The presence of slag in the gaps and corners can cause metal corrosion.
Due to its shortcomings, welding of aluminum with coated electrodes does not enjoy special respect among welding masters. Argon welding of aluminum is preferred.
Inert Gas Tungsten Welding (AC TIG Mode)
This welding method is the most common. It is used in the manufacture of structures made of aluminum and its alloys, the quality of which is high in terms of strength and aesthetics.When welding, tungsten electrodes with a diameter of 1.6-5 mm and filler rods with a diameter of 1.6-4 mm are used.


As a protective gas, high purity argon or helium is used. The arc is powered from an alternating current source, which ensures high-quality destruction of the oxide film. All the necessary parameters - the diameters of the electrode and filler rod, the value of the welding current, the gas flow rate - depend on the characteristics of the equipment used. As approximate values, one can take the values \u200b\u200bfrom the table below, which are true if argon is used as a protective gas.
The angle between the electrode and the horizontal plane should be 70-80 °, between the filler wire and the electrode - about 90 °. The length of the arc should not exceed 1.5-2.5 mm.

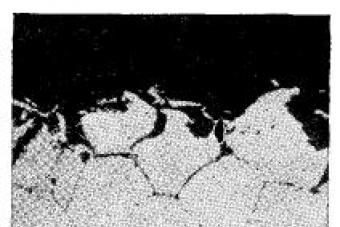
The burner moves after the filler rod, and does not go in front of it. This provides the best protection for the seam. The importance of this requirement is confirmed by the photo below, in which the seam on the left is made in the recommended way, and the seam on the right is different, in which the burner moved in front of the bar.

The filler bar is fed with short reciprocating movements, reminiscent of the artist’s brush movements — it approaches, touching the tip of the edge of the bathtub, and retracts back and up. Transverse movements of the electrode and filler rod are not allowed.

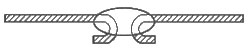
The aluminum sheet must be placed on a steel or copper gasket, which carries out heat dissipation, playing the role of a radiator. This is especially necessary when welding thin sheets to avoid burns.
The dimensions of the weld pool should be minimal. The welding speed should correspond to the welding current and inert gas flow. Excessive consumption of the latter leads to suction of air into the arc zone; with a small gas flow or an excessively high welding speed, high-quality protection will also not be provided.
Argon supply is turned on 3-5 seconds before arcing, turns off 5-7 after its break.
Semiautomatic welding of aluminum (DC MIG mode)
It is best to cook aluminum with a special impulse apparatus for welding aluminum, in which the high-voltage pulse, breaking the oxide film, drops to the base value. Each drop of molten electrode material is as if “driven” into the weld pool, thereby ensuring high quality weld. However, such devices are expensive. However, as practice shows, it is quite possible to get by with a conventional semiautomatic device, even one in which the aluminum welding mode was not initially established. True, in this case, small alterations may be required.
The MIG welding process is three times faster than the TIG welding process, but the quality of the latter is higher.
Semi-automatic aluminum welding technology does not differ in principle from steel welding technology. However, there are some technical features:
- Aluminum and its alloys cannot be welded with direct current of direct polarity - only reverse (for the reason mentioned above).
- Aluminum wire is much softer than steel, so it tends to form loops with little resistance in the sleeve. To prevent this from happening, it is advisable to have a 4-roller feed mechanism, a short sleeve and a Teflon insert in it, which reduces friction resistance.


- Since aluminum expands more strongly when heated than steel, aluminum wire can get stuck in the current collector (conductive tip). To prevent this, you can use a tip with a slightly larger hole diameter (for example, for an aluminum wire with a diameter of 0.8 mm, use a tip for steel wire with a diameter of 1.0 mm). Also, special current collectors, usually labeled "Al", are sold for aluminum wire.
- Aluminum wire melts faster than steel, so when welding it is necessary to ensure the desired feed rate - higher than steel. Otherwise, you will often have to change the molten tip.
The mark of the welding wire must match the material. Before buying it, you need to study information about the types of aluminum alloys for welding which it is used. The lack of information will help compensate for the experiment, which you can’t do without in any case if you are trying to cook aluminum for the first time.
When using the content of this site, you need to put active links to this site, visible to users and search robots.
Argon welding of aluminum in Moscow is estimated from 15 to 300 rubles (centimeter). The difference in cost depends on the complexity, volume, timing of the order.
The calculation of the cost of manufacturing aluminum structures, argon welding of aluminum, the company "Artstel" in each case produces individually. The final price consists of the cost of the material, aluminum welding with argon, metalwork.
TIG argon welding
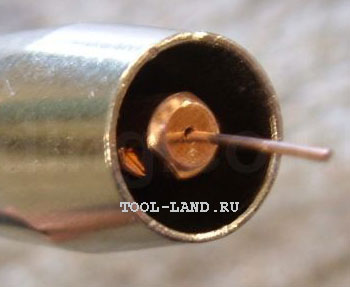
TIG argon welding is one of the most popular welding methods used to produce critical welded aluminum structures. The main differences from other types of welding are the presence of a non-consumable tungsten electrode, argon shielding gas, and a ceramic nozzle at the end of the argon-arc torch.
The main advantage of argon welding with a tungsten electrode is that there are no slag inclusions in welding seam, argon welding starts at 5 amps. In pulsed mode, thin sheets cook well. The welding arc, equally well, burns in the entire range of currents. TIG argon welding is a modern, technological way of joining non-ferrous metals.


Nowadays, it is impossible to find industries where aluminum alloy parts were not used. Aluminum structures are widely used in various areas of our lives. They are popular with builders and designers. It is actively used in the food and chemical industry.
Argon welding of aluminum is indispensable in shipbuilding, shipbuildings. Aluminum is used in the manufacture of tanks, containers, tanks. Durable, lightweight aluminum alloy is a promising structural metal in the production of transport, the construction industry, and other technological areas.
Aluminum alloys are used in welded metal structures for different purposes. The main advantage of aluminum alloys is low density, good corrosion properties, high coefficient of specific strength. Aluminum alloys have very high thermal conductivity, so the heat from welding is quickly removed to the part. Therefore, increased heat input is required, it is recommended to preheat massive aluminum parts. Aluminum melts at a temperature of 660 degrees. When heated, its strength is significantly reduced.
Very often, to create a structure, we need argon welding of aluminum, which is very different from other methods of joining metal. The differences come from the specifics of this metal. On its surface there is always an oxide film that adsorbs water vapor, which is held by a film of temperature 660 degrees (melting point).
The company "Artstel" has the necessary equipment for argon welding of aluminum and the manufacture of metal structures from aluminum alloys:
Modern welding equipment
Metalworking equipment
Professionals with welding experience
argon aluminum
Essential Supplies
Preparation for argon welding of aluminum.
When preparing products, they first profile the edges of the workpiece. Organic solvents (acetone, solvent pc1, pc2, white spirit) remove organic pollution. If there is a shot of an oxide film, it is removed. You can remove it with a metal wire brush, scraper, grinder with a petal disk.
In TIG argon welding, the welding arc is between the tungsten electrode and the workpiece. There is no transfer of molten aluminum through the arc (a semiautomatic device has a drop transfer), which greatly facilitates stable combustion welding arc. Spatter is eliminated, losses are reduced, and quality characteristics are improved due to the absence of metal interactions with the arc column gas.
Before TIG on alternating current, it becomes possible to remove the oxide film using an ionic charge. Electrons are not suitable for this role because of their low mass, they do not have the necessary kinetic energy.
Benefits:
By manufacturing complex products and metal structures, argon welding of aluminum is performed in all spatial positions.
Excellent protection of the weld pool from oxygen and other gases during argon welding.
Argon welding is universal - we cook aluminum alloys of different thicknesses from 1.5 mm and above.
It minimally deforms the structure.
When argon welding, fluxes are not used, after which corrosion and a non-uniform seam appear.
The welder always controls the formation of the weld.
Aesthetic weld.
Using argon? This material is characterized by high thermal conductivity, relatively low melting point and low specific gravity. It is these properties that make special demands on the welding process.
Welding Features
The main problem is the relatively thin wall of the part to be welded. The most common mistake is excess thermal exposure. As a result of which caverns are formed, the seam does not have a clearly defined border.
First you need to understand the processes taking place on the surface of an aluminum billet during high-temperature exposure. Knowledge of these nuances will make it possible to draw up an optimal technological scheme of welding.
- Reaching temperature after + 650 ° С.
- Start of oxide film formation. It melts only upon thermal exposure at about 2050 ° C.
- The molten oxide begins to deform the weld pool and the edges of the parts.
- At the same time, high thermal conductivity leads to the appearance of internal stress in the part. This can cause cracking and integrity damage.
To avoid the appearance of such situations, several aluminum welding technologies have been developed - electric arc with flux, with a melting electrode and arc using argon. The latter gives the highest quality seam.
Instructions for argon welding of aluminum
A protective oxide film forms on the surface of aluminum. It will interfere with normal melting. Therefore, before starting work, it should be removed and an additional degrease of the part.

Then you need to choose the right welding machine and electrodes to it. It is best to use an installation with alternating current, as it has the ability to smoothly control the frequency. This will allow you to control the process.
- OZANA-1 and OZANA-2.
- OK 96.10 and OK 96.20
For proper use, pre-heating of the electrodes to + 250 ° C is required. Well proven tungsten rods. During operation with them, a stable arc is observed. Depending on the brand of aluminum, it is recommended to use electrodes with additives for better formation of the seam.
The electrode is installed in the nozzle of the burner. During argon supply, intense oxidation will occur. It will also contribute to better arc stabilization. As a directional material, it is necessary to use aluminum wire. Its diameter depends on the width and depth of the weld. Often it matches the size of the electrode.
Welding Procedure
- Preparation of parts - cleaning surfaces, basting of the future connecting or repair seam.
- Installing a tungsten electrode in the burner. Its diameter directly depends on the thickness of the product.
- Connecting the electrode from the device to the welded product.
- After the apparatus is turned on, argon is supplied and a protective gas atmosphere and a joint are formed.
This is a general description of welding technology. However, to improve the quality, it is recommended to take advice from professionals. The main one is the correct choice of electrode diameter, wire and device operating modes depending on the product.
These data are shown in the table:
In addition, the following conditions must be met:
These tips will help you to weld aluminum using argon as quickly and efficiently as possible. It is important to choose the right supplies and prepare the part.